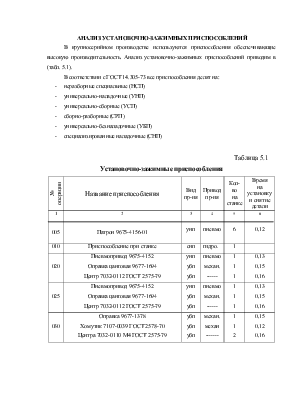
АНАЛИЗ УСТАНОВОЧНО-ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЙ
В крупносерийном производстве используются приспособления обеспечивающие высокую производительность. Анализ установочно-зажимных приспособлений приводим в (табл. 5.1).
В соответствии с ГОСТ 14.305-73 все приспособления делят на:
- неразборные специальные (НСП)
- универсально-наладочные (УНП)
- универсально-сборные (УСП)
- сборно-разборные (СРП)
- универсально-безналадочные (УБП)
- специализированные наладочные (СНП)
Таблица 5.1
|
№ операции |
Название приспособления |
Вид пр-ия |
Привод пр-ия |
Кол-во на станке |
Время на установку и снятие детали |
|
1
005 |
2 Патрон 9675-4156-01 |
3 унп |
4 пневмо |
5 6 |
6 0,12 |
|
010 |
Приспособление при станке |
снп |
гидро. |
1 |
|
|
020 |
Пневмопривод 9675-4152 Оправка цанговая 9677-1694 Центр 7032-0112 ГОСТ 2575-79 |
унп убп убп |
пневмо механ. ------ |
1 1 1 |
0,13 0,15 0,16 |
|
025 |
Пневмопривод 9675-4152Оправка цанговая 9677-1694 Центр 7032-0112 ГОСТ 2575-79 |
унп убп убп |
пневмо механ. ------ |
1 1 1 |
0,13 0,15 0,16 |
|
030 |
Оправка 9677-1378 Хомутик 7107-0039 ГОСТ 2578-70 Центра 7032-0110 М4 ГОСТ 2575-79 |
убп убп убп |
механ. механ ------- |
1 1 2 |
0,15 0,12 0,16 |
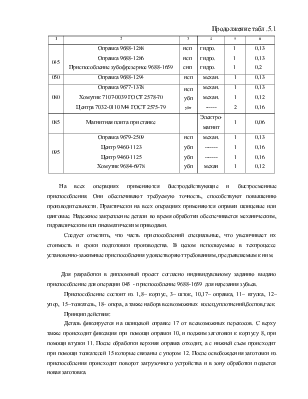
Продолжение табл .5.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
045 |
Оправка 9688-1288 Оправка 9688-1286 Приспособление зубофрезерное 9688-1659 |
нсп нсп снп |
гидро. гидро. гидро. |
1 1 1 |
0,13 0,13 0,2 |
|
050 |
Оправка 9688-1294 |
нсп |
механ. |
1 |
0,13 |
|
080 |
Оправка 9677-1378 Хомутик 7107-0039 ГОСТ 2578-70 Центра 7032-0110 М4 ГОСТ 2575-79 |
нсп убп убп |
механ. механ. ------ |
1 1 2 |
0,13 0,12 0,16 |
|
085 |
Магнитная плита при станке |
Электро- магнит |
1 |
0,06 |
|
|
095 |
Оправка 9679-2509 Центр 9460-1123 Центр 9460-1125 Хомутик 9684-6978 |
нсп убп убп убп |
механ. ------- ------- механ |
1 1 1 1 |
0,13 0,16 0,16 0,12 |
На всех операциях применяются быстродействующие и быстросменные приспособления. Они обеспечивают требуемую точность, способствуют повышению производительности. Практически на всех операциях применяются оправки шлицевые или цанговые. Надежное закрепление детали во время обработки обеспечивается механическим, гидравлическим или пневматическим приводами.
Следует отметить, что часть приспособлений специальные, что увеличивает их стоимость и сроки подготовки производства. В целом используемые в техпроцессе установочно-зажимные приспособления удовлетворяют требованиям, предъявляемым к ним.
Для разработки в дипломный проект согласно индивидуальному заданию выдано приспособление для операции 045 - приспособление 9688-1659 для нарезания зубьев.
Приспособление состоит из 1,8– корпус, 3– шток, 10,17– оправка, 11– втулка, 12– упор, 15–толкатель, 18– опора, а также набора всевозможных колец,уплотнений,болтов,гаек.
Принцип действия:
Деталь фиксируется на шлицевой оправке 17 от всевозможных перекосов. С верху также происходит фиксация при помощи оправки 10, и поджим заготовки к корпусу 8, при помощи втулки 11. После обработки верхняя оправка отходит, а с нижней съем происходит при помощи толкателей 15 которые связаны с упором 12. После освобождения заготовки из приспособления происходит поворот загрузочного устройства и в зону обработки подается новая заготовка.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.