5 Анализ применяемых установочно-зажимных элементов.
В мелкосерийном производстве используются приспособления, обеспечивающие максимальную универсальность и производительность. Анализ установочно-зажимных приспособлений приведен в таблице 5.1.
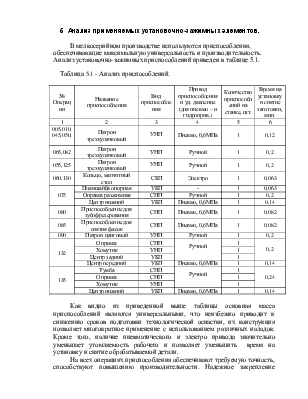
Таблица 5.1 - Анализ приспособлений.
|
№ Операции |
Название приспособления |
Вид приспособления |
Привод приспособления и уд. давление (для пневмо – и гидроприв.) |
Количество приспособлений на станке, шт. |
Время на установку и снятие заготовки, мин. |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
005,010, 045,050, |
Патрон трехкулачковый |
УНП |
Пневмо, 0,6МПа |
1 |
0,12 |
|
065,082 |
Патрон трехкулачковый |
УНП |
Ручной |
1 |
0,2 |
|
055,125 |
Патрон трехкулачковый |
УНП |
Ручной |
1 |
0,2 |
|
060,130 |
Кольцо, магнитный стол |
СБП |
Электро |
1 |
0,063 |
|
075 |
Планшайба опорная |
УБП |
- |
1 |
0,063 |
|
Оправка разжимная |
СНП |
Ручной |
1 |
0,2 |
|
|
Центр нижний |
УБП |
Пневмо, 0,6МПа |
1 |
0,14 |
|
|
080 |
Приспособление для зубофрезерования |
СНП |
Пневмо, 0,6МПа |
1 |
0,082 |
|
085 |
Приспособление для снятия фасок |
СНП |
Пневмо, 0,6МПа |
1 |
0,082 |
|
090 |
Патрон цанговый |
УНП |
Ручной |
1 |
0,2 |
|
132 |
Оправка |
СНП |
Ручной |
1 |
0,2 |
|
Хомутик |
УНП |
1 |
|||
|
Центр задний |
УБП |
1 |
|||
|
Центр передний |
УБП |
Пневмо, 0,6МПа |
1 |
0,14 |
|
|
135 |
Тумба |
СНП |
Ручной |
1 |
0,24 |
|
Оправка |
СНП |
1 |
|||
|
Хомутик |
УНП |
1 |
|||
|
Центр нижний |
УБП |
Пневмо, 0,6МПа |
1 |
0,14 |
Как видно из приведенной выше таблицы основная масса приспособлений являются универсальными, что неизбежно приводит к снижению сроков подготовки технологической оснастки, их конструкция позволяет многократное применение с использованием различных наладок. Кроме того, наличие пневматического и электро привода значительно уменьшает утомляемость рабочего и позволяет уменьшить время на установку и снятие обрабатываемой детали.
На всех операциях приспособления обеспечивают требуемую точность, способствуют повышению производительности. Надежное закрепление детали во время обработки обеспечивается механическим, гидравлическим или пневматическим приводами.
Следует отметить, что часть приспособлений специальные, что увеличивает их стоимость и сроки подготовки производства. В целом используемые в техпроцессе установочно-зажимные приспособления удовлетворяют требованиям, предъявляемым к ним.
Рассмотрим зубофрезерное приспособление, пневматического действия.
Данное приспособление служит для установки и автоматического закрепления заготовки на зубофрезерном станке. Приспособление состоит из корпуса – основной детали приспособления, на которую крепятся все остальные детали, узлы и крепежные элементы, а так же относительно основания корпуса рассчитываются основные размеры и допуски до базовых поверхностей заготовок. Сам корпус базируется относительно основания на столе станка и закрепляется с помощью винтов М16 установленных в отверстия стола. В целях экономии материала и повышения жесткости приспособления (ребра жесткости и т. п.) корпус выполняется сборным.
Заготовка устанавливается на самоцентрирующую оправку и базируется на опорной чашке. После чего подается рабочий воздух в бесштоковую полость пневмоцилиндра, шток, перемещаясь вертикально (вниз), воздействует на быстросменную шайбу которая удерживают заготовку в процессе обработки.
После обработки, для снятия заготовки с приспособления, рабочий воздух подается в штоковую полость пневмоцилиндра. Шток перемещается в исходное положение (вверх), и, посредством шайбы и толкателя, заготовка выталкивается из приспособления.
Чертёж приспособления приведён в приложении.
Расчет приспособления заключается в определении сил зажима заготовки. Расчет сил зажима заготовки может быть сведен к решению задач статики и равновесию тела под действием внешних и внутренних сил.
Величина сил зажима рассчитывается исходя из условия равновесия всех перечисленных сил при полном сохранении контакта базовых поверхностей обрабатываемой детали с установочными элементами приспособления и при исключении возможности сдвига в процессе обработки.
Исходные данные для расчета:
1.Схема установки заготовки.
2.Величина, направление и место приложения сил, возникающих при обработке.
3.Схема закрепления заготовки.
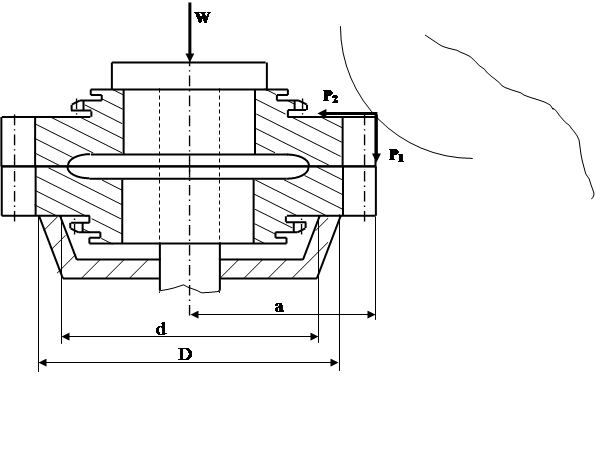 |
Рис. 4 – Схема зажима детали.
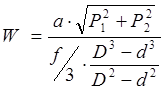
Требуемая сила зажима определяется по формуле:
 [2, табл.101]
[2, табл.101]
где Р1, Р2 – составляющие сил резания;
f – коэффициент трения на рабочих поверхностях зажимов.
Определив требуемую силу зажима, сравнивают ее с силой зажимного устройства, рассчитывают рабочий диаметр пневмоцилиндра и окончательно выбирают его типоразмер.
Точностной расчет приспособлений заключается в определении допустимой погрешности установки, то есть суммарная погрешность Σε при обработке детали не должна превышать величину допуска Т размера.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.