5 Анализ применяемых режущих и вспомогательных инструментов. Описание методов заточки и контроля специального или сложного режущего инструмента
Анализ применяемых режущих и вспомогательных инструментов приведен в таблице 4.
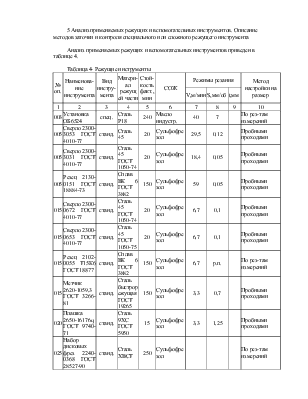
Таблица 4- Режущие инструменты
|
№ оп. |
Наименова- ние инструмента |
Вид инстру- мента |
Матери-ал режущ ей части |
Стой- кость факт.,мин |
СОЖ |
Режимы резания |
Метод настройки на размер |
||
|
V,м/мин |
S,мм/об |
t,мм |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
003 |
Установка ОБ6524 |
спец. |
Сталь Р18 |
240 |
Масло индустр. |
40 |
7 |
По рез-там измерений |
|
|
005 |
Сверло 2300-3053 ГОСТ 4010-77 |
станд. |
Сталь 45 |
20 |
Сульфофрезол |
29,5 |
0,12 |
Пробными проходами |
|
|
005 |
Сверло 2300-3031 ГОСТ 4010-77 |
станд. |
Сталь 45 ГОСТ 1050-74 |
20 |
Сульфофрезол |
18,4 |
0,05 |
Пробными проходами |
|
|
005 |
Резец 2130-0151 ГОСТ 18884-73 |
станд. |
Сплав ВК 6 ГОСТ 3882 |
150 |
Сульфофрезол |
59 |
0,05 |
Пробными проходами |
|
|
015 |
Сверло 2300-0672 ГОСТ 4010-77 |
станд. |
Сталь 45 ГОСТ 1050-74 |
20 |
Сульфофрезол |
6,7 |
0,1 |
Пробными проходами |
|
|
015 |
Сверло 2300-0653 ГОСТ 4010-77 |
станд. |
Сталь 45 ГОСТ 1050-75 |
20 |
Сульфофрезол |
6,7 |
0,1 |
Пробными проходами |
|
|
015 |
Резец 2102-0055 Т15К6 ГОСТ 18877 |
станд. |
Сплав ВК 6 ГОСТ 3882 |
150 |
Сульфофрезол |
6,7 |
р.п. |
По рез-там измерений |
|
|
015 |
Метчик 2620-1059,3 ГОСТ 3266-81 |
станд. |
Сталь быстрорежущая ГОСТ 19265 |
150 |
Сульфофрезол |
3,3 |
0,7 |
Пробными проходами |
|
|
020 |
Плашка 2650-16176q ГОСТ 9740-71 |
станд. |
Сталь 9ХС ГОСТ 5950 |
15 |
Сульфофрезол |
3,3 |
1,25 |
Пробными проходами |
|
|
025 |
Набор дисковых фрез 2240-0368 ГОСТ 28527-90 |
станд. |
Сталь ХВСТ |
250 |
Сульфофрезол |
По рез-там измерений |
|||
Инструмент затачивается централизованно. Вместе с тем иногда необходимо токарю производить заточку. Для ручной заточки применяется точильно-шлифовальные станки. В шлифовальную головку встроен электродвигатель. На выходящих концах вала крепятся шлифовальные круги. Резцы затачивают по передней, задней или по обеим поверхностям. Качество заточки зависит от квалификации рабочего и характеристики шлифовальных кругов.
Проверка правильности заточки производится шаблонами. Они бывают плоские и плоские комбинированные. Вырезы на шаблоне позволяют проверить угол заострения резца. Угол заострения резца проверяют угломерами (универсальный или маятниковый), инструментальными микроскопами и другими приборами.
Сверла затачивают по задней поверхности, которой придают криволинейную форму. Однако более точно сверла затачивают на сверлозаточных станках.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.