повышения чистоты обработки возможна зачистка поверхности при обратном ходе при
работе не вращающимся сверлом.
В качестве вспомогательного инструмента принимаем патрон из каталога этой же фирмы:
 Рис.7.
Рис.7.
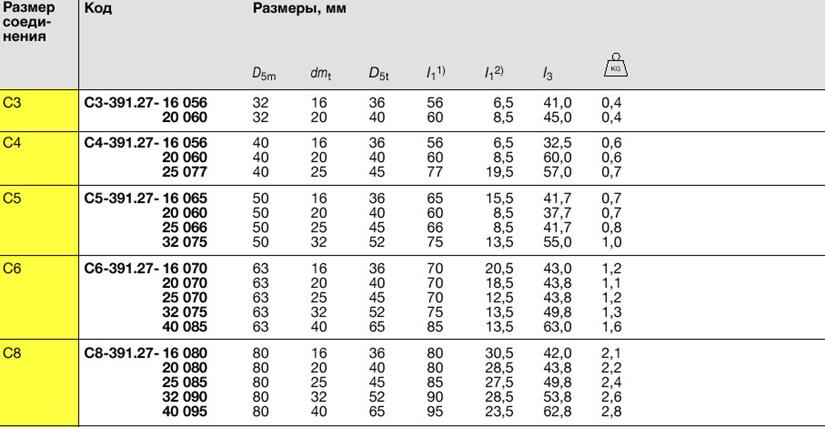 Таблица 4.
Таблица 4.
А именно: маркировка С6-391.27-40 085.Остальные размеры смотреть в таблице 4.
Операция 020.Токарная с ЧПУ.
Переход 1. В качестве основного инструмента по каталогу фирмы Сандвик Карамант принимаем резец: Таблица 5.

Повышение производительности за счет использования соответствующих геометрий.
Разработаны различные геометрии, специально предназначенные для обработки материалов групп применяемости ’Р М и К для высокопроизводительного точения на современном оборудовании оптимальные геометрии передней поверхности обеспечивают углы, необходимые для резания, и наилучшие условия стружкообразования при токарной обработке сталей, нержавеющих сталей и чугунов, повышая стойкость инструмента и надежность операции. Стоимость, стойкость и производительность – основные факторы, применяемые во внимание при выборе инструмента. выбрав пластину с геометрией передней поверхности, специально предназначенной для обработки материалов данной группы, вместо универсальной геометрии, можно значительно повысить производительность обработки.
 Система Т-Max P закрепления режущих пластин на инструменте.
Система Т-Max P закрепления режущих пластин на инструменте.
Система используется, в основном, для операций наружного точения, начиная с черновых и кончая чистовыми, а также для растачивания крупных деталей.
Пластины Т-МАХ Р соответствуют стандарту ISO, их режущие кромки очень прочны, поскольку не имеют задних углов. Геометрии передней поверхности пластин делятся на основные и не основные (другие), которые были созданы для специфических областей применения, начиная с черновых операций и кончая чистовыми для точения различных материалов.
Рис.8.
В качестве вспомогательного инструмента принимаем державку:
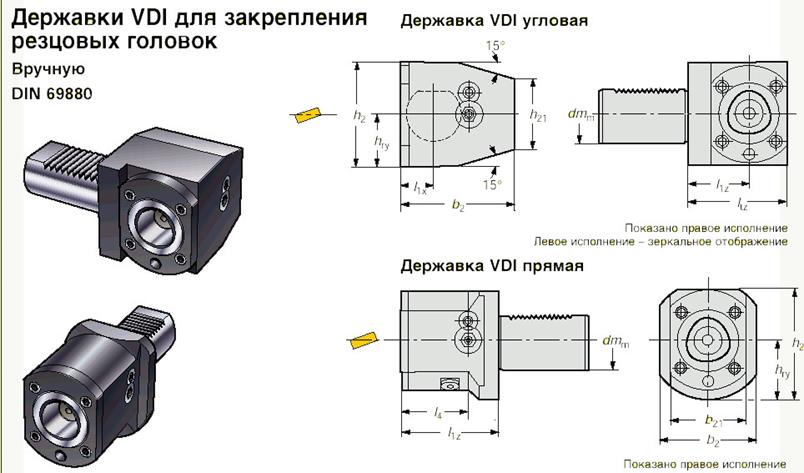
Рис.9.
Переход 2. В качестве основного инструмента принимаем канавочный резец фирмы Сандвик Карамант. Таблица 6.
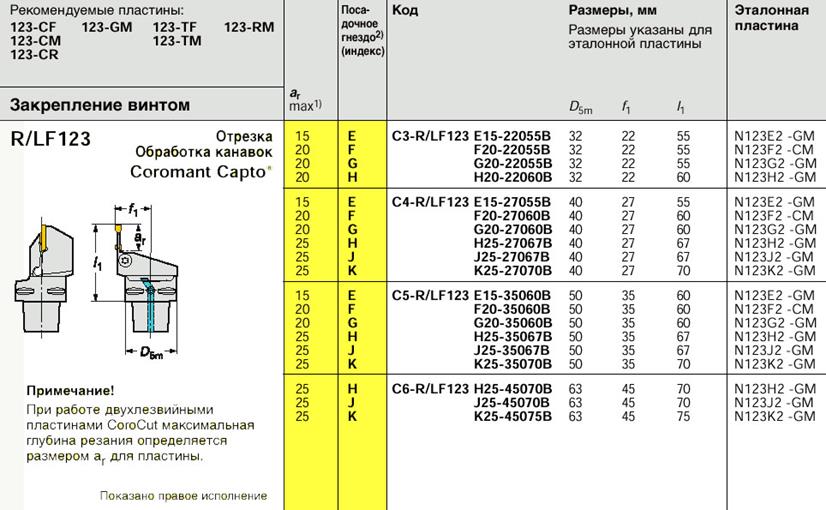
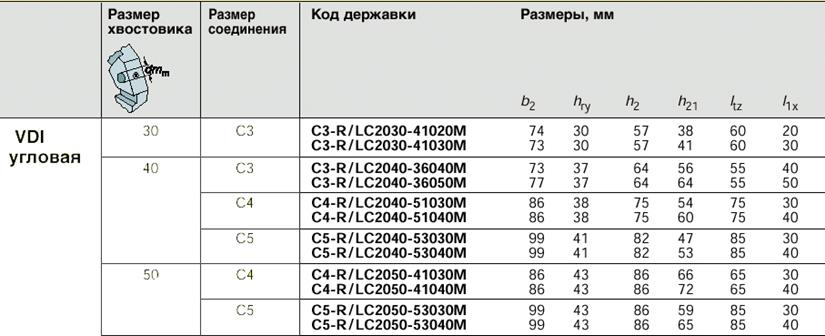
Табл.7.
Для установки резца используем тот же вспомогательный инструмент, что и на предыдущем переходе.
Операция 030.Сверлильно-фрезерно-расточная.
Переход 1.Рассверлить отверстие до Æ45мм. на глубину 20мм.
Основной инструмент сверло: Æ45мм.(см. рис.6.)
Таблица 8.

Вспомогательный инструмент:(см. табл.4.и рис.7.)
Переход 2.Сверлить 6 отверстий диаметром 10мм. на длину.
Основной инструмент: сверло А1149TFL UFL по электронному каталогу фирмы TITEX PLUS
В качестве вспомогательного инструмента принимаем патрон, приведённый на переходе 2 операции 010.
В итоге имеем:
Операция 010.
Переход 1. Основной инструмент – фреза R245-200Q60-12H;
Вспомогательный инструмент-оправка C8-391.05-60060;
Переход 2. Основной инструмент – сверло R416.2-0400L40-21;
Вспомогательный инструмент-оправка C6-391.27-40085;
Операция 020.
Переход 1.Основной инструмент – резец С3-5ТGNR/L-22040-11;
Переход 2. Основной инструмент – резец С3-R/LF123 E15 22055B;
Вспомогательный инструмент - державка C3-R/LC2030-41020M;
Операция 030.
Переход 1. Основной инструмент – сверло R411.5-10054D;
Вспомогательный инструмент-оправка C3-391.27-16056;
Переход 2. Основной инструмент – сверло А1149TFL UFL;
Вспомогательный инструмент-оправка C4-391.27-40085;

Обработка отверстий сверлами с многогранными неперетачиваемыми сменными пластинами.
Сверление сверлами с многогранными неперетачиваемыми сменными пластинами — наиболее
производительный и самый экономичный способ получения отверстий диаметром от 12 до 80 мм. Эффективность данного метода объясняется в первую очередь снижением трудоемкости сверления по сравнению со сверлами из быстрорежущей стали, машинное время сокращается от 2 до 10 раз.‚ Стойкость сменных пластин очень высока, так как они изготавливаются из современных марок твердых сплавов с износостойкими покрытиями, легко
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.