












3.7. Участок выщелачивания.
При очистке в растворах щелочей следует ориентироваться на раствор едкого натра (NaOH). Основным фактором, определяющим скорость очистки отливок, является содержание свободной щелочи. В процессе работы содержание свободной щелочи падает и возрастает количество жидкого стекла. Испарение воды в ванне приводит к увеличению процентного содержание общей щелочи, свободной щелочи и жидкого стекла. Пополнение раствора водой до прежнего объема приводит к первоначальной общей щелочности раствора. Унос раствора с извлекаемыми из ванны отливками и пополнение водой влечет за собой уменьшение общей и свободной щелочи и жидкого стекла. Доливка ванны щелочным раствором приводит к увеличению общей и свободной щелочи и уменьшению содержания жидкого стекла. Оптимальной концентрацией щелочного раствора является 30-35%-ный раствор NaOH. Дальнейшее увеличении концентрации хотя и сокращает цикл очистки, но такой раствор неудобен из-за его кристаллизации при пониженных температурах. Выщелачивание отливок в 50%-ном растворе NaOH происходит в течение одного часа.
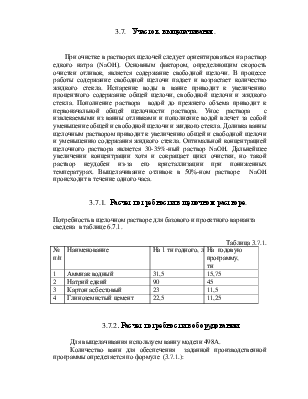
3.7.1. Расчет потребности в щелочном растворе.
Потребность в щелочном растворе для базового и проектного варианта сведена в таблице 6.7.1.
Таблица 3.7.1.
|
№ п/п |
Наименование |
На 1 тн годного, литья, кг |
На годовую программу, тн |
|
1 |
Аммиак водный |
31,5 |
15,75 |
|
2 |
Натрий едкий |
90 |
45 |
|
3 |
Картон асбестовый |
23 |
11,5 |
|
4 |
Глиноземистый цемент |
22,5 |
11,25 |
3.7.2. Расчет потребности в оборудовании.
Для выщелачивания используем ванну модели 498А.
Количество ванн для обеспечения заданной производственной программы определяется по формуле (3.7.1.):
 (3.7.1), где Рp — расчетное количество ванн, шт.
(3.7.1), где Рp — расчетное количество ванн, шт.
B2 — годовое количество отливок, шт.
Ф д — действительный годовой фонд работы установки, ч;
kh — коэффициент неравномерности kh = 1,1 ([ ] стр. 28) Nпр — производительность установки, шт/час.
Рр=2534062/2030*1,1*1500=0,75 шт
6.8. Участок термической обработки.
Термическая обработка литого металла характеризуется некоторыми особенностями. Термическая обработка, являющаяся одной из финишных операций, применяется необходимых механических свойств, обрабатываемости, а также с целью уменьшению литейных напряжений в отливках. Значительную роль играет термическая обработка литья также для удаления газов и, прежде всего, водорода из стали. Так как подавляющее большинство отливок по выплавляемым моделям изготавливаются из стали.
Кроме того, ввиду неравномерности затвердевания и остывания сложных отливок с разными толщинами стенок, несмотря на медленное охлаждение, в разных сечениях отливки возникают напряжения.
Грубозернистая структура и внутренние напряжения снижают механические свойства металла и приводят к короблению отливок.
В данном дипломном проекте для улучшения структуры и механических свойств применяется термическая обработка – нормализация.
6.8.1. Оборудование применяемое на участке.
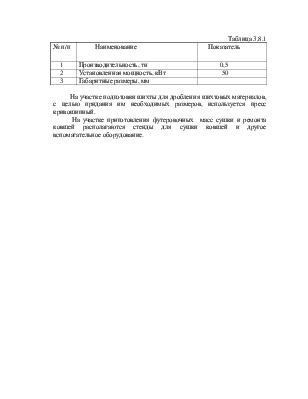
В качестве оборудования применяется печь сопротивления СШО 10*10/10. Техническая характеристика печи представлена в таблице 3.8.1
Таблица 3.8.1
|
№ п/п |
Наименование |
Показатель |
|
1 1 |
Производительность, тн |
0,5 |
|
2 2 |
Установленная мощность, кВт |
50 |
|
3 3 |
Габаритные размеры, мм |
На участке подготовки шихты для дробления шихтовых материалов, с целью придания им необходимых размеров, используется пресс кривошипный.
На участке приготовления футеровочных масс сушки и ремонта ковшей располагаются стенды для сушки ковшей и другое вспомагательное оборудование.
серийного производства. Данная пресс-форма отличается от пресс-форм Гомельского вагоноремонтного завода, которые предназначены для ручного производства.
Основными элементами пресс-формы являются: блок, матрица- подвижная и неподвижная, промежуточная плита, штыри, плита толкателей.
Все выше перечисленные части нормализованы и для подавляющего числа отливок из этих нормализованных узлов можно спроектировать пресс-форму.
Пресс-формы классифицируются по различным параметрам. При конструировании учитываются: масштаб производства, вид литья, конструктивные особенности машины.
Изготовление пресс-формы производят исходя из следующих технических условий:
1.Пресс-форма должна обеспечивать получение моделей с заданной точностью и чистотой поверхности,
2. Иметь минимальное число разьемов при обеспечении удобного и быстрого извлечение моделей,
3. Предусматривать удаление воздуха из ее полостей,
4. Быть технологичными в изготовлении, быть долговечными и удобными в работе,
5. Сопрягаемые поверхности пресс-форм следует выполнять по 7-му классу точности.
. Пресс-форму спроектирована на основании чертежа отливки, который
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.