

|
|
|
|
|
|
|
|
|
3.6.1.Отделение подготовки свежих формовочных материалов.
В отделении производятся операции связанные с подготовкой компонентов смесей для применения. А именно:
· разрыхление и просев песка;
· подготовка отвердителя для смеси
· подготовка жидкостекольной композиции
3.6.2. Отделение подготовки шихтовых материалов.
В шихтовое отделение чушковые передельные и литейные чугуны поступают подготовленные железнодорожным транспортом. Передельнйе – в чушках массой 40-50 кг, литейные – в чушках 20-25 кг. Ферросплавы поставляют в прочной упаковке – ящиках или бочках в кусках массой до 15 кг.
Огнеупорные материалы для кладки печей, футеровки ковшей, а также для приготовления огнеупорных масс поставляют в контейнерах , пачках , порошок – в бумажных мешках. Все огнеупорные материалы поступают в закрытых вагонах.
Отделение находится в шихтовом пролете.
3.6.3. Ковшовое отделение.
Ковшовое отделение предназначено для капитального ремонта и футеровки ковшей, а также для сушки ковшей после ремонта. Сушка осуществляется на стендах.
Для проведения ремонтных работ на участке имеется следующее оборудование:
* бегуны
* стенд для ремонта и сушки
* сварочное оборудование.
Ковшовое отделение располагается рядом с плавильным, площадь его определяется планировкой.
3.6.4. Экспресс – лаборатории.
Экспресс - лаборатории предназначены для оперативного контроля качества металла и формовочных смесей.
Металлургическая лаборатория располагается в плавильном отделении вблизи печей.
Земельные лаборатории располагаются ближе к смесеприготовительному отделению.
Общая площадь лабораторий определяется планировкой.
3.6.5. Ремонтная служба цеха.
Ремонтная служба цеха выполняет только межремонтное обслуживание цеха. Все другие виды ремонта выполняются централизовано ремонтными службами завода.
В действующей системе планово-предупредительного ремонта, учитываемой при проектировании литейных цехов предусмотрено централизованное выполнение службами завода малого, среднего и капитального ремонта механического и электротехнического оборудования, а также ремонта инструмента и оснастки.
Цеховая служба текущего ремонта оборудования должна иметь разветвленную систему контроля его работы и вызова дежурных слесарей и электриков.
3.6.6. Кладовые и конторы цеха.
В цеховых кладовых осуществляется хранение вспомогательных материалов, инструмента и запасных частей.
Ориентировочно площади кладовых помещений можно принять следующие:
· общая цеховая 30 - 50 м2.
· грунтовочного отделения 20 - 25 м2.
· кладовая механика и энергетика — располагаются в соответствующих службах.
Конторы мастеров ( S = 15 - 20 м2 ) и кладовые помещения располагаются по возможности на непригодных для производственных операции площадях.
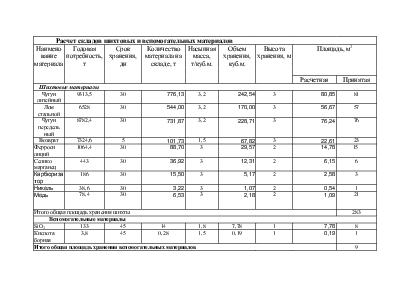
Расчет площадей складов шихтовых и вспомогательных материалов представлен в таблице .
3.7. Разработка технологической планировки цеха.
Проектируемый цех располагается в трёх продольных и одном поперечном пролётах, расположенном в торце.
Свежие материалы, металлическая шихта поступает на склад в вагонах. Разгружается с помощью мостового крана с магнитной шайбой (грузоподъёмность 5/30) в закрома. Затем из закромов в расходные бункера, из которых с помощью весовой тележки (5 т.) по рельсовому пути поступает на участок плавки.
Свежие сыпучие формовочные материалы привозят в вагонах и с помощью точечного саморазгружающего устройства разгружаются. Затем они проходят просев, сушку и ещё просев, после чего хранятся в закромах. Из закромов с помощью пневмотранспорта поступают в бункера над смесителями.
Плавильное отделение оборудовано двумя индукционными тигельными печами, производительностью 7 т/ч. Ёмкость печи 10 т. Время выплавки одной порции металла 40 минут. Для более гибкого управления расходом металла предусмотрен миксер, который позволяет поддерживать температуру металла, усреднять его состав. Металл переливают из печи в миксер с помощью мостового крана (5/10). Рядом с плавильным участком расположен участок для ремонта ковшей, оборудованного бегунами для приготовления наполнительных масс, стенд для ремонта и сушки ковшей.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.