1. ОПИСАНИЕ ОБЪЕКТА ПРОИЗВОДСТВА
РИС 1. Шестерня ведущая
Шестерня ведущая представляет собой зубчатое колесо с цилиндрическим зубчатым венцом, а также эвольвентными шлицами внутреннего зацепления.
Шестерня ведущая является частью механизма колесной передачи задних и средних мостов автомобилей, различных модификаций и служит для передачи крутящего момента с полуоси на обойму.
Шестерня ведущая, в процессе эксплуатации автомобиля подвергается значительным знакопеременным нагрузкам, и поэтому для повышения её износостойкости и долговечности изготавливают из стали 20 XH3A ГОСТ 4543-73.
Задний мост автомобиля воспринимает вертикальную нагрузку, а также силы и моменты, возникающие при торможении и повороте автомобиля. Колеса заднего моста являются ведущими.
Колесная передача заднего и среднего мостов представляет собой тормозной механизм и так называемый “редуктор”, в который и входит данная шестерня. Изначальное вращение шестерне передается через полуось, которая одним концом входит в зацепление с внутренними шлицами шестерни, а другим концом входит в зацепление с планетарным механизмом заднего моста. Затем вращение передается 4-ём, симметрично расположенным, ведомым шестерням, которые вращаются на двух роликовых подшипниках. Вращение от этих шестерён передается обойме с внутренним зацеплением, которая непосредственно связана с зубчатым венцом ступицы. Узел в сборе представлен на рис. 2.1.
Шестерня ведущая изготавливается из легированной стали XH3A ГОСТ 4543-73.
Механические свойства и химический состав этой стали приведены в табл.1.1 и 1.2 соответственно.
Данная сталь хорошо подвергается пластическим деформациям и обработке резанием.
Шестерня ведущая “5336-2405028”, представляет собой зубчатое колесо, имеющие эвольвентные внутренние шлицы. Шестерня ведущая имеет зубчатый цилиндрический венец и ступенчатые торцы. В конструкцию шестерни заложены конструктивные элементы, обеспечивающие технологичность её изготовления.
Конструкция детали обеспечивает удобный выход червячной фрезы при нарезании цилиндрического венца. В конструкции шестерни не имеется трудно доступных поверхностей для обработки каким-либо инструментом. Деталь не имеет острых кромок, а концентраторы напряжений сведены к минимуму. Конструкция шестерни позволяет вести обработку детали на оправке либо в патроне. В конструкции детали заложен принцип единства баз. Технологические базы в течение всего хода технологического процесса остаются неизменными, что позволяет избежать дополнительных погрешностей.
В целом конструкцию детали следует считать технологичной.
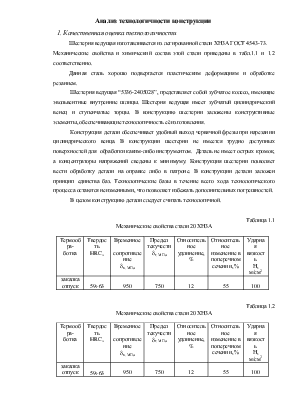
Таблица 1.1
Механические свойства стали 20 XH3A
|
Термообра- ботка |
Твердость HRCэ |
Временное сопротивление dв, МПа |
Предел текучести dт, МПа |
Относительное удлинение, % |
Относительное изменение в поперечном сечении, % |
Ударная вязкость Н, м/см2 |
|
закалка отпуск |
59¸63 |
950 |
750 |
12 |
55 |
100 |
Таблица 1.2
Механические свойства стали 20 XH3A
|
Термообра- ботка |
Твердость HRCэ |
Временное сопротивление dв, МПа |
Предел текучести dт, МПа |
Относительное удлинение, % |
Относительное изменение в поперечном сечении, % |
Ударная вязкость Н, м/см2 |
|
закалка отпуск |
59¸63 |
950 |
750 |
12 |
55 |
100 |
2.Количественная оценка технологичности
При оценке детали на технологичность обязательными являются следующие показатели :
1. Коэффициент унификации конструктивных элементов
![]()
где Qу.э. и Qэ – соответственно число унифицированных конструктивных элементов детали и общее, шт.;
![]()
2. Коэффициент применяемости стандартизованных обрабатываемых поверхностей
![]()
где Dо.с., Dм.о. – соответственно число поверхностей детали, обрабатываемых стандартным инструментом, и всех, подвергаемых механической обработке поверхностей, шт.;
![]()
По данному показателю деталь имеет высокие показатели, однако
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.