













важнейшая роль – формирование технической основы ускорения научно–технического прогресса: перевооружение всех отраслей народного хозяйства, формирование качественно нового производственного потенциала.
Без модернизации в короткие сроки отраслей машиностроительного комплекса, без перестройки их на выпуск новых систем машин и прогрессивного оборудования нельзя решить намеченные задачи.
Однако насыщение предприятий прогрессивной техникой – это не только необходимое условие для формирования современного производства. Материальные элементы производства – орудия и предметы труда – какими бы прогрессивными они не были, остаются бездействующими до тех пор, пока к ним не будет приложен человеческий труд, являющегося основой производственного процесса на предприятии.
Имеющийся в машиностроительном комплексе огромный потенциал рабочей силы должен быть организован для выполнения поставленных задач по определенным правилам, разрабатываемых специальной научной дисциплиной– организацией производства.
Организация производства – наука, имеющая условия и факторы оптимального согласования действий трудящихся предприятий в пространстве и во времени при использовании ими предметов и орудий труда в производственном процессе, обеспечивающих изготовление продукции с минимальными затратами ресурсов при неуклонном повышении уровня социального развития трудовых коллективов и личности каждого трудящегося.
Предметом науки организации производства является изучение параметров, показателей и количественных зависимостей, определяющих эффективное сочетание основных элементов производственного процесса и путей его бесперебойного, ритмичного протекания в условиях конкретного предприятия. Эти параметры, показатели и зависимости используются при разработке планов работы, которые доводятся до каждого подразделения предприятия в виде заданий при внутризаводском планировании, т.е. вопросы организации производства рассматриваются в непосредственной связи с его планированием. Решения, зафиксированные в плановых заданиях, проводятся в жизнь управлением.
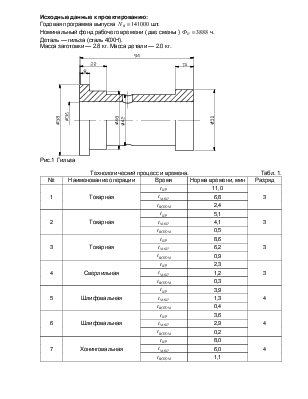
Такт поточной линии — средний интервал времени между выпуском обрабатываемых деталей, он рассчитывается исходя из максимальной годовой программы.
На однопоточной линии такт потока:
 мин.
мин.
, где ![]() — действительный фонд
времени работы поточной линии в планируемом периоде, ч;
— действительный фонд
времени работы поточной линии в планируемом периоде, ч; ![]() —
программа выпуска деталей, шт.
—
программа выпуска деталей, шт.
В поточном производстве потребное количество рабочих мест определяется для каждой технологической операции. Первоначально определяют расчетное число мест:
 , где
, где ![]() —
норма штучного времени операции, мин;
—
норма штучного времени операции, мин; ![]() — такт
потока, мин.
— такт
потока, мин.
 ;
;![]() ;
;![]() ;
;![]() ;
;![]() ;
;![]() ;
;![]() .
.
Расчетное количество рабочих мест, как правило, получается дробным
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.