1. Особливості технології складання. Розмірні ланцюги, та їх ланки.
З'єднання і відносне розташування всіх деталей, складає машину, з необхідною точністю здійснюються за допомогою технологічного процесу складання і регулювання. У процесі збирання встановлюється два види зв'язку між виконавчими поверхнями машини та її механізмами. Перший вид зв'язку, який утворює необхідний відносний рух виконавчих поверхонь машини і її механізмів, носить назву кінематичного виду зв'язку. Цей вид зв'язку прийнято зображати за допомогою кінематичних схем машини та їх механізмів. Другий вид зв'язку, який утворює необхідне положення виконавчих поверхонь машини і її механізмів, отримав назву розмірного. Розмірний вид зв'язку визначає відстань і повороти поверхонь. У загальному випадку всі незалежні розміщені по замкнутому контуру один за іншим розміри прийнято називати розмірним ланцюгом.
Між розмірами заготовки і готової деталі в процесі послідовного виконання технологічного процесу існують розмірний вид зв'язку та вид зв'язку, що обумовлює відносний поворот поверхонь деталі. Розмірні ланцюги, які зв'язують міжперехідні розміри і відносні повороти поверхонь оброблюваних деталей, так само як і розмірні ланцюги верстатів та інших видів обладнання, за допомогою яких вони утворюються, називають технологічними розмірними ланцюгами. Розмірні ланцюги, за допомогою яких вимірюють ті чи інші величини, що характеризують точність взаємного розташування деталей, називають вимірювальними розмірними ланцюгами.
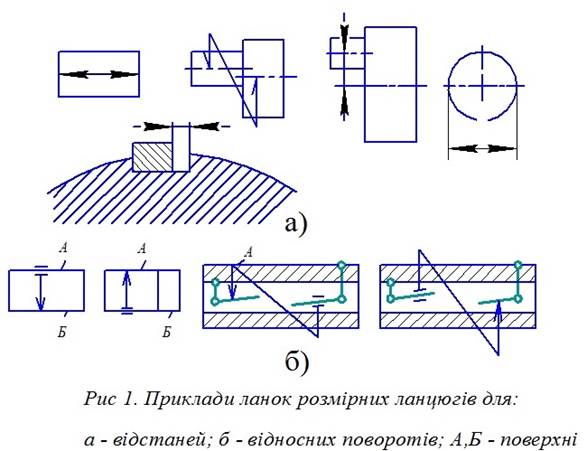
Ланка розмірного ланцюга - розмір, що визначає відносну відстань (рис.1, а) або поворот (рис.1, б) поверхонь деталей або осей.
2. Погрішність залишкової ланки розмірного ланцюга.
Вироби, які пройшли один і той же технологічний процес, відрізняються одне від одного та від розрахункового «ідеального» зразка точністю, твердістю, шорсткістю поверхні та іншими характеристиками якості, тобто в реальних умовах спостерігається розсіювання характеристик якості виробів. Розсіювання будь характеристики якості виробу характеризується полем розсіювання ω, що представляє собою різницю між найбільшими Анб і найменшим Анм значеннями даної характеристики, отриманими в партії вироробів:
 ω
= Анб – Анм.
ω
= Анб – Анм.
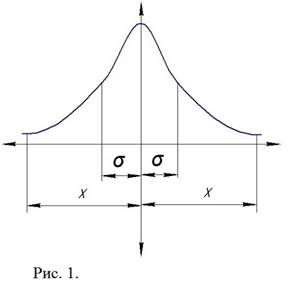
Другою характеристикою розсіювання служать практична крива розсіювання та визначальні її параметри. Теоретичний закон нормального розсіювання в системі координат, в якій початок збігається з віссю симетрії кривої (рис. 1) або із середнім значенням відхилення, виражається формулою
φ(x)=Y =
де φ(x)=Y - частота, що відповідає значенню х; σ - середнє квадратичне відхилення, що являє собою абсцису точки перегину кривої.
Відхилення Ω характеристики якості, спостережуване в кожен даний момент, являє собою алгебраїчну або векторну суму відхилень, що виникають під дією всіх факторів. При виконанні будь-якого технологічного процесу величини діючих факторів безперервно змінюються. Саме тому похибка останньої ланки розмірного ланцюга в одній деталі або виробу визначається як похибка в даний вибраний момент часу для плоских розмірних ланцюгів з паралельними ланками:
ΩΔ= Ω1+ Ω2+…….
Ωm-1=![]() ;
;
для плоских розмірних ланцюгів, частина ланок якої розташована під кутом до обраному напрямку,
ΩΔ= Ω1cos α1+……. Ωm-1 cos α m-1 ;
тут Ω1-відхилення складових ланок розмірного ланцюга.
3. Монтаж металорізальних станків.
Експлуатації металорізального обладнання (верстата) завжди передує ретельне вивчення його паспорта. Він є основним технічним документом, де відображені технічні дані, комплект постачання, пристрій і робота, порядок установки, вказівки по експлуатації та заходам безпеки, характерні несправності та методи їх усунення, особливості ремонту та перелік складальних креслень. У розділі «Основні технічні дані» наводять характеристику верстата, визначаючі його технологічні можливості, а також дають характеристики основних систем верстата (системи ЧПУ, електрообладнання, системи мастила і т. д.). У розділі «Порядок установки» наводять дані про розпакування, транспортуванні і установці верстата згідно з доданим кресленням установки. До паспорта додається свідоцтво про його прийняття, упакуванню і консервації.
Заходи з монтажу металорізальних верстатів починаються і супроводжуються їх транспортуванням. Основні рекомендації, які повинні дотримуватися при цьому, наведені нижче.
1. При підготовці до транспортування необхідно надійно закріпити всі рухомі вузли верстата на станині (столи, супорти, шпиндельні гільзи, задні бабки і т. д.).
2. Перед транспортуванням підйомним краном слідує з урахуванням положення центру ваги верстата здійснити надійне захоплення канатом його виступаючих частин або транспортних пристроїв (рим-болти, гаки, штанги і т. д.)
3. При транспортуванні і установці на фундамент необхідно виключити поштовхи, удари і струси верстатів.
Установка верстата на фундамент або заміна його пристрою повинна бути такою, щоб повністю виконувалися технологічні можливості верстата по продуктивності і точності. Фундамент рівномірно розподіляє навантаження на грунт під дією ваги верстата і гасить вібрації.
В якості фундаментів найбільш часто використовуються: бетонні підлоги першого поверху; стрічкові бетонні фундаменти; спеціальні масивні фундаменти, що спираються в залежності від конкретних умов на грунт, палі, гумові килимки або пружини.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.

