1. Особливості технології складання. Розмірні ланцюги, та їх ланки.
Соединение и относительное расположение всех деталей, составляющих машину, с требуемой точностью осуществляются при помощи технологического процесса сборки и регулировки. В процессе сборки устанавливается два вида связи между исполнительными поверхностями машины и ее механизмами. Первый вид связи, образующий требуемое относительное движение исполнительных поверхностей машины и ее механизмов, носит название кинематического вида связи. Этот вид связи принято изображать с помощью кинематических схем машины и их механизмов. Второй вид связи, образующий требуемое положение исполнительных поверхностей машины и ее механизмов, получил название размерного. Размерный вид связи определяет расстояние и повороты поверхностей. В общем случае все независимые расположенные по замкнутому контуру один за другим размеры принято называть размерной цепью.
Между размерами заготовки и готовой детали в процессе последовательного выполнения технологического процесса существуют размерный вид связи и вид связи, обуславливающей относительный поворот поверхностей детали. Размерные цепи, связывающие межпереходные размеры и относительные повороты поверхностей обрабатываемых деталей, так же как и размерные цепи станков и других видов оборудования, при помощи которых они образуются, называют технологическими размерными цепями. Размерные цепи, при помощи которых измеряют те или иные величины, характеризующие точность взаимного расположения деталей, называют измерительными размерными цепями.
Звено размерной цепи — размер, определяющий относительное расстояние или поворот поверхностей деталей или осей.
Исходное, или замыкающее, звено исходной цепи — звено, непосредственно связывающее поверхности или оси деталей, относительное расстояние или поворот которых необходимо обеспечить или измерить. Исходным называют звено, когда с этого звена начинают строить размерную цепь, а замыкающим — звено, когда оно, включаясь последним при построении размерной цепи, соединяет поверхности или оси деталей, положение которых требуется обеспечить или измерить.
Составляющее звено размерной цепи — звено, изменение величины которого влияет на величину исходного или замыкающего звена. Составляющими являются все звенья, исключая исходное или замыкающее. Увеличивающее звено — такое звено, с увеличением которого возрастает исходное или замыкающее звено, уменьшающее — звено, с увеличением которого уменьшается исходное или замыкающее звено.
Компенсирующее звено — такое звено, в результате изменения величины которого поглощается (гасится) излишнее отклонение замыкающего звена. Примером компенсирующего звена является размер толщины прокладки, изменением которого обеспечивается требуемый для правильной работы соединения зазор между торцом крышки и подшипником.
Общее звено — звено, одновременно принадлежащее нескольким размерным цепям.
Плоская размерная цепь — цепь, все звенья которой находятся в одной или нескольких параллельных плоскостях.
Пространственная размерная цепь — цепь, содержащая хотя бы одно звено, не удовлетворяющее условиям плоской размерной цепи. Пространственная цепь может быть приведена к трем плоским цепям проектированием ее на три оси координат.
Кратчайшая (основная) размерная цепь — цепь, все звенья которой участвуют в решении задачи. Производная размерная цепь — цепь, исходным или замыкающим звеном которой является одно из составляющих звеньев кратчайшей размерной цепи.
2. Погрішність залишкової ланки розмірного ланцюга.
Изделия, прошедшие один и тот же технологический процесс, отличаются одно от другого и от расчетного «идеального» образца точностью, твердостью, шероховатостью поверхности и другими характеристиками качества, т. е. в реальных условиях наблюдается рассеяние характеристик качества изделий. Рассеяние любой характеристики качества изделия характеризуется полем рассеяния ω, представляющим собой разность между наибольшими Анб и наименьшим Анм значениями данной характеристики, полученными в партии изделий:
 ω
= Анб – Анм.
ω
= Анб – Анм.
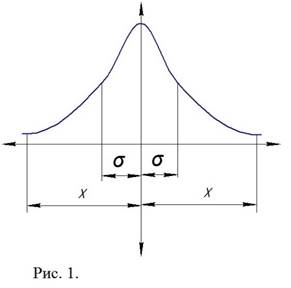
Второй характеристикой рассеяния служат практическая кривая рассеяния и определяющие ее параметры. Теоретический закон нормального рассеяния в системе координат, в которой начало совпадает с осью симметрии кривой (рис. 1) или со средним значением отклонения, выражается формулой
φ(x)=Y =
где φ(x)=Y — частота, отвечающая значению х; σ — среднее квадратичное отклонение, представляющее собой абсциссу точки перегиба кривой.
Отклонение Ω характеристики качества, наблюдаемое в каждый данный момент, представляет собой алгебраическую или векторную сумму отклонений, возникающих под действием всех факторов. При выполнении любого технологического процесса величины действующих факторов непрерывно изменяются. Поэтому погрешность замыкающего звена размерной цепи у одной детали или изделия определяется как погрешность в данный выбранный момент времени для плоских размерных цепей с параллельными звеньями:
ΩΔ= Ω1+ Ω2+…….
Ωm-1=![]() ;
;
для плоских размерных цепей, часть звеньев которой расположена под углом к выбранному направлению,
ΩΔ= Ω1cos α1+……. Ωm-1 cos α m-1 ;
здесь Ω1— отклонение составляющих звеньев размерной цепи.
3. Монтаж металорізальних станків.
Эксплуатации металлорежущего оборудования (станка) всегда предшествует тщательное изучение его паспорта. Он является основным техническим документом, где отражены технические данные, комплект поставки, устройство и работа, порядок установки, указания по эксплуатации и мерам безопасности, характерные неисправности и методы их устранения, особенности ремонта и перечень сборочных чертежей. В разделе «Основные технические данные» приводят характеристику станка, определяющую его технологические возможности, а также дают характеристики основных систем станка (системы ЧПУ, электрооборудования, системы смазки и т. д.). В разделе «Порядок установки» приводят данные о распаковке, транспортировании и установке станка согласно прилагаемому установочному чертежу. К паспорту прилагают свидетельство о его приемке, упаковке и консервации.
Мероприятия по монтажу металлорежущих станков начинаются и сопровождаются их транспортированием. Основные рекомендации, которые должны соблюдаться при этом, приведены ниже.
1. При подготовке к транспортированию необходимо надежно закрепить все подвижные узлы станка на станине (столы, суппорты, шпиндельные гильзы, задние бабки и т. д.).
2. Перед транспортированием подъемным краном следует с учетом положения центра тяжести станка произвести надежный захват канатом его выступающих частей или транспортных устройств (рым-болты, крюки, штанги и т. д.)
3. При транспортировании и установке на фундамент необходимо исключить толчки, удары и сотрясения станков.
Установка станка на фундамент либо заменяющие его устройства должна быть такой, чтобы полностью использовались технологические возможности станка по производительности и точности. Фундамент равномерно распределяет нагрузку на грунт под действием веса станка и гасит вибрации.
В качестве фундаментов наиболее часто используются : бетонные полы первого этажа; ленточные бетонные фундаменты; специальные массивные фундаменты, опирающиеся в зависимости от конкретных условий на грунт, сваи, резиновые коврики или пружины.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.