4. Викінчувальні операции надо проводить в конце технологического процесса;
5. Отверстия необходимо сверлить в конце технологического процесса, если они не являются базами для установки;
6. Обработку поверхностей с точным взаимным положением необходимо проводить в одной операции;
7. Переходы надо расположить так, чтобы путь менее стойких инструментов был минимальным.
В табл.6 приведенный один из рациональных вариантов маршрутного технологического процесса.
Таблица 6
|
№ |
Название операции и теоретическая схема базирования |
Вид оборудования |
Система оснастки |
Резальный Инструмент |
|
1 |
2 |
3 |
4 |
5 |
|
005 |
Токарная с ЧПУ
|
Станок: токарный с ЧПУ модели 16Б16Ф3 |
Оснастка универсальная |
Резальный инструмент стандартный |
|
010 |
Токарная с ЧПУ
|
Станок: токарный с ЧПУ модели 16Б16Ф3 |
Оснастка универсальная |
Резальный инструмент стандартный |
|
015 |
Токарная с ЧПУ
|
Станок: токарный с ЧПУ модели 16Б16Ф3 |
Оснастка универсальная |
Резальный инструмент стандартный |
|
1 |
2 |
3 |
4 |
5 |
|
020 |
Радиально-сверлильная
|
Оборудование универсальное |
Оснастка универсальная |
Резальный инструмент стандартный |
|
025 |
Термообработка |
|||
|
030 |
Внутренне шлифовальная
|
Оборудование универсальное |
Оснастка универсальная |
Резальный инструмент стандартный |
|
035 |
Внутришлифовальная
|
Оборудование универсальное |
Оснастка универсальная |
Резальный инструмент стандартный |
|
040 |
Слесарная |
|||
|
045 |
Контрольная ВТК |
3.3.8.ПРОЕКТИРОВАНИЕ СОДЕРЖАНИЯ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
Технологический процесс изготовления детали можно разделить на 4 этапа: черновая обработка, получистовая, чистовое та завершающая обработку. В зависимости от требований относительно точности и качества отдельных поверхностей детали назначается соответствующая обработка. Целью проектирования содержания технологических операций и есть определения последовательности обработки определенной поверхности детали.
Содержание технологических операций для детали " Цилиндр низкого давления " приведено ниже.
005 Токарная с ЧПУ.
Станок токарный с ЧПУ модели 16Б16Ф3.
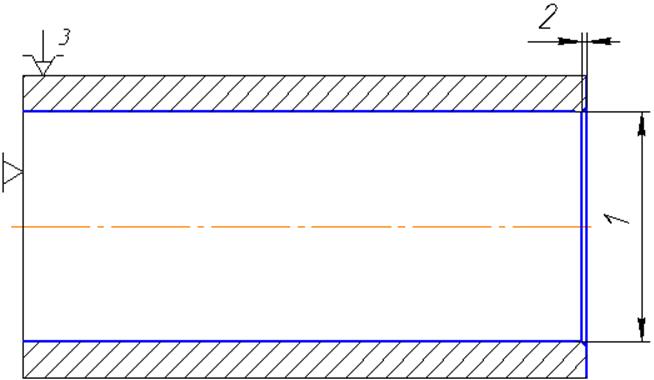
А. Установить, закрепить, снять.
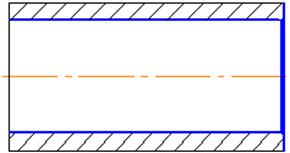
005.01 Торцевать.
005.02 Точить черновую внутреннюю фаску, выдерживая размер 2.
005.03 Точить предварительно внутренний диаметр, выдерживая размер 1.
010 Токарная с ЧПУ.
Токарный станок мод. 16К20Ф3.
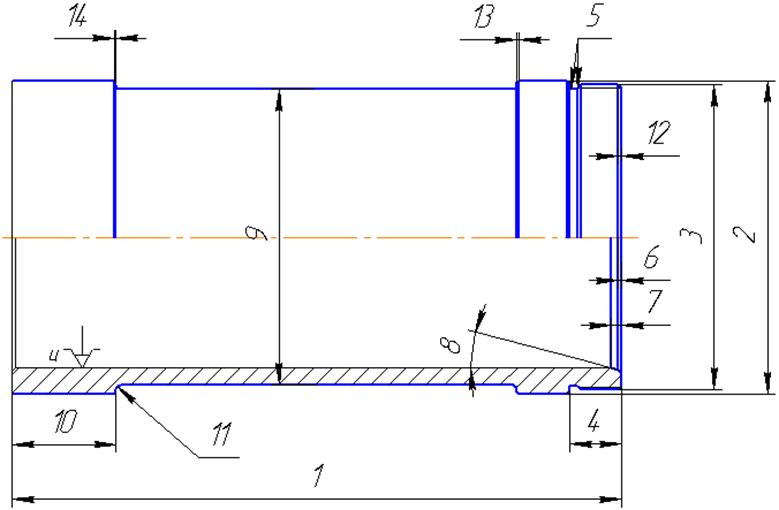
А. Установить, закрепить, снять.
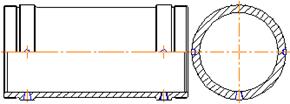
010.01 Торцевать, выдерживая размер 1.
010.02 Точить предварительно внешний диаметр, выдерживая размер 2.
010.03 Точить начисто внешний диаметр, выдерживая размер 2.
010.04 Точить диаметр под резьбу и нарезать ее, выдерживая размеры 3, 4, 5.
010.05 Точить начисто внутренние фаски, выдерживая размеры 6, 7, 8.
010.06 Точить предварительно шейку цилиндра, выдерживая размер 9.
010.07 Точить начисто шейку цилиндра, выдерживая размеры 9, 10, 11.
010.08 Точить внешние фаски, выдерживая размеры 9, 10, 11.
015 Токарная с ЧПУ.
Токарный станок мод. 16К20Ф3.
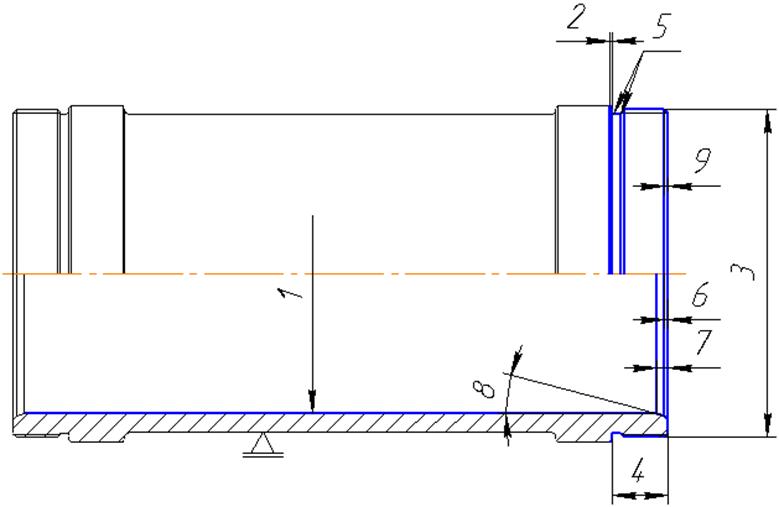
А. Установить, закрепить, снять.
015.01 Точить начисто внутренний диаметр, выдерживая размер 1.
015.02 Точить диаметр под резьбу и нарезать ее, выдерживая размеры 3, 4, 5.
015.03 Точить начисто внутренние фаски, выдерживая размеры 6, 7, 8.
015.04 Точить внешние фаски, выдерживая размеры 2, 9.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.