ЗТБ есть неизменный комплект баз заготовки, применение которого для большинства технологических операций дает возможность выполнить обработку большинства поверхностей детали. Для повышения точности обработки на операциях технологического процесса важным есть совмещения основных конструкторских баз (ОКБ) с общими технологическими базами (ЗТБ), поэтому после классификации поверхностей детали проверяем возможность совмещения ОКБ и ЗТБ.
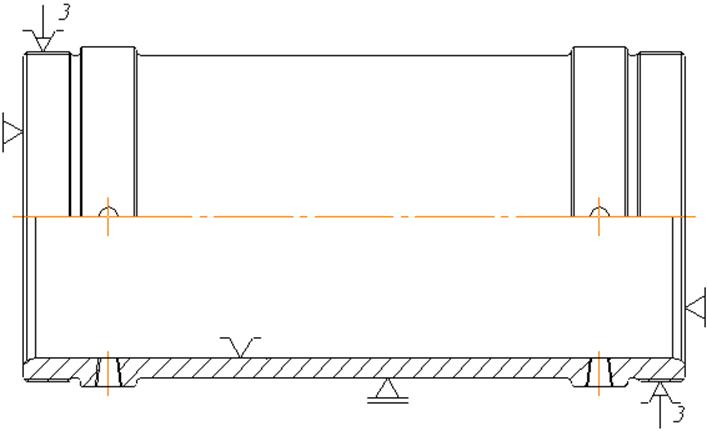
Теоретические схемы базирования с применением ЗТБ будут следующими (рис 2.)
3.3.7.Проектирование технологических последовательностей обработки поверхностей
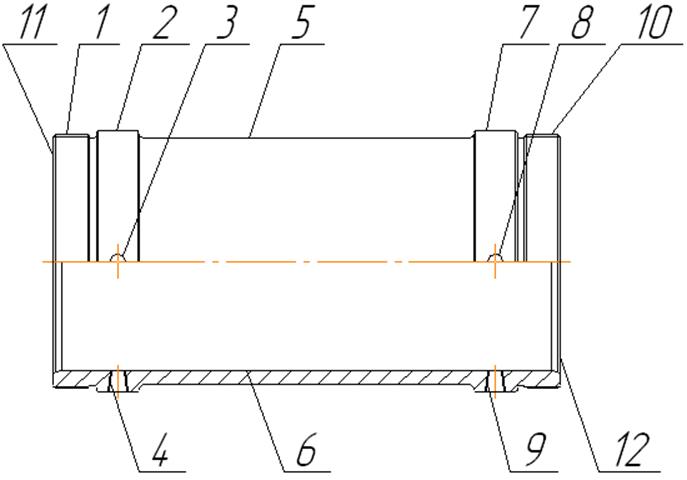
Рис. 2 Эскиз детали
Таблица 5 Последовательность обработки поверхностей
|
Поверхности |
ITi |
Ra |
Последовательность обработки |
ITi |
Ra |
|
|
За чертежом |
После обработки |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
1 |
9 |
3,2 |
Обтачивание предыдущее Обтачивание завершающее |
12 9 |
12,5 6,3 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
2 |
6 |
1,6 |
Обтачивание предыдущее Обтачивание завершающее Шлифование предыдущее Шлифование завершающее |
12 10 8 6 |
12,5 6,3 3,2 1,6 |
|
|
3 |
12 |
6,3 |
Сверление отверстий |
12 |
6,3 |
|
|
4 |
12 |
6,3 |
Сверление отверстий |
12 |
6,3 |
|
|
5 |
9 |
3,2 |
Обтачивание предыдущее Обтачивание завершающее |
12 9 |
12,5 6,3 |
|
|
6 |
6 |
0,2 |
Обтачивание предыдущее Обтачивание завершающее Шлифование предыдущее Шлифование завершающее Полирование |
12 10 8 6 6 |
12,5 6,3 3,2 0,8 0,2 |
|
|
7 |
6 |
1,6 |
Обтачивание предыдущее Обтачивание завершающее Шлифование предыдущее Шлифование завершающее |
12 10 8 6 |
12,5 6,3 3,2 1,6 |
|
|
8 |
12 |
6,3 |
Сверление отверстий |
12 |
6,3 |
|
|
9 |
12 |
6,3 |
Сверление отверстий |
12 |
6,3 |
|
|
10 |
9 |
3,2 |
Обтачивание предыдущее Обтачивание завершающее |
12 9 |
12,5 6,3 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
11 |
6 |
1,6 |
Подрезание предыдущее Подрезание завершающее Шлифование предыдущее Шлифование завершающее |
12 10 8 6 |
12,5 6,3 3,2 1,6 |
|
|
12 |
6 |
1,6 |
Подрезание предыдущее Подрезание завершающее Шлифование предыдущее Шлифование завершающее |
12 10 8 6 |
12,5 6,3 3,2 1,6 |
|
Проектирование вариантов маршрутных технологических процессов
На данном этапе проектирования необходимо разработать маршрутный технологический процесс обработки заданной детали. При разработке маршрутной технологии для реализации каждой технологической операции устанавливают группу и модель станка, необходимые приспособления и инструмент. Общие правила выбора технологического оборудования установленные ГОСТ 14.404-73.
Общие правила разработки маршрутного технологического процесса:
1. В первую очередь обрабатываются поверхности, которые являются технологическими базами для следующей обработки;
2. Каждая следующая операция должна улучшать качество обработанной поверхности;
3. Черновую чистовую обработку надо рассматривать на разных операциях;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.