








Висновок: приймаючи до уваги конструкцію деталі та виконані розрахунки, за якісними та кількісними показниками деталь є технологічною.
Невеликі перепади діаметрів, та вид виробництва дозволяють обрати вид виготовлення заготовки - прокат, із матеріалу сталі 40Х.
Обираємо зовнішній діаметр заготовки для ступінчатих валів по максимальному діаметру ступені вала.. Обираємо діаметр прокату Æ 55мм по ГОСТ 2590-88.
5.Обгрунтування вибору технологічних баз
Для реалізації вибору баз виконуємо класифікацію поверхонь за службовим призначенням. Конструкція будь-якої деталі може бути представлена як сукупність чотирьох видів поверхонь:
1. основні конструкторські бази (ОКБ);
2. допоміжні конструкторські бази (ДКБ);
3. кріпильні поверхні (КП);
4. вільні поверхні (П).
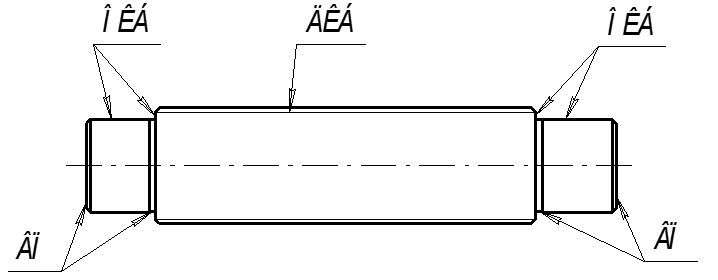
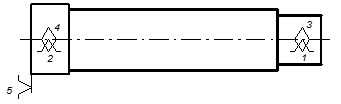
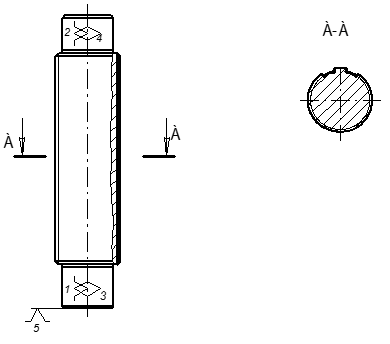
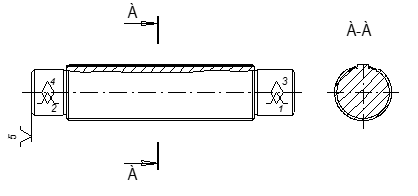
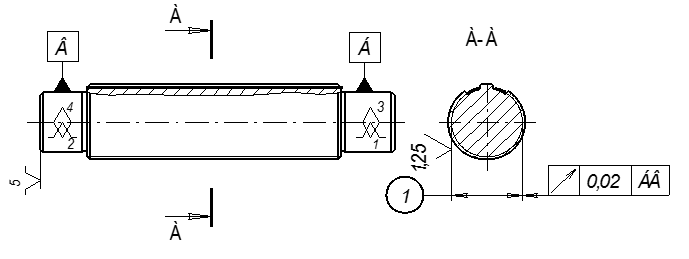
Рис. 2.1. Ескіз деталі
Для даної деталі безпосередньо здійснити перетворення основної конструкторської бази в загальну технологічну неможливо. Тому формуємо допоміжну технологічну базу - центрові отвори.
При базуванні по центровим отворам можлива обробка всіх поверхонь валу. Таким чином ЗТБ => const, тобто виконується принцип незмінності баз.
В цьому випадку основна конструкторська база складається з установчої бази, подвійної опорної та опорної баз:
ПН (4) + О(1) = 5,
в результаті чого деталь позбувається п'яти ступенів вільності.
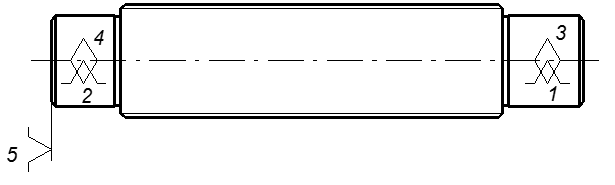
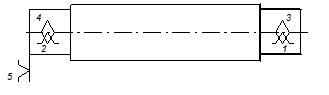
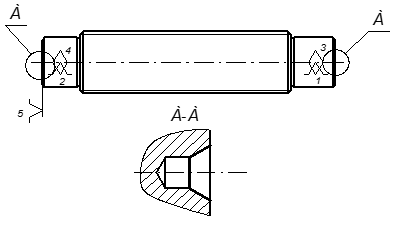
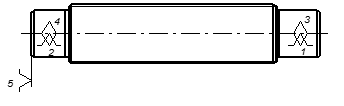
Рис. 2.2.
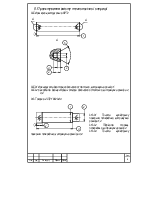
Розглянемо схеми базування на операції по формуванню ЗТБ.
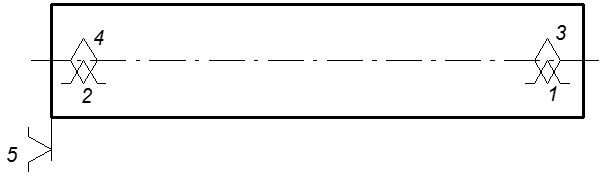
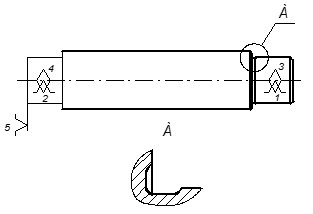
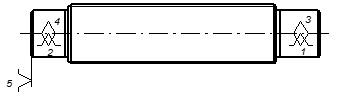
Рис. 2.3.
Дана схема базування забезпечує точне розташування вісі заготовки відносно вісі деталі, але значно ускладнює конструкцію пристрою.
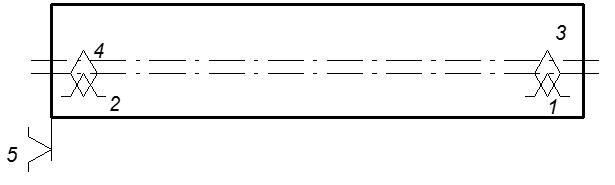
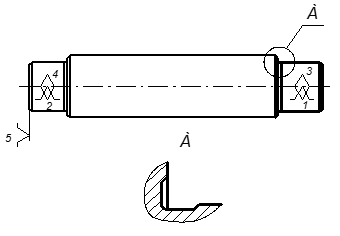
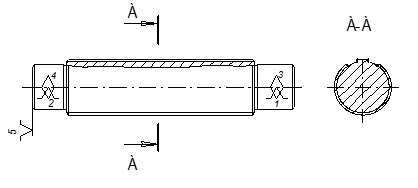
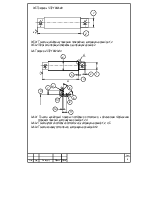
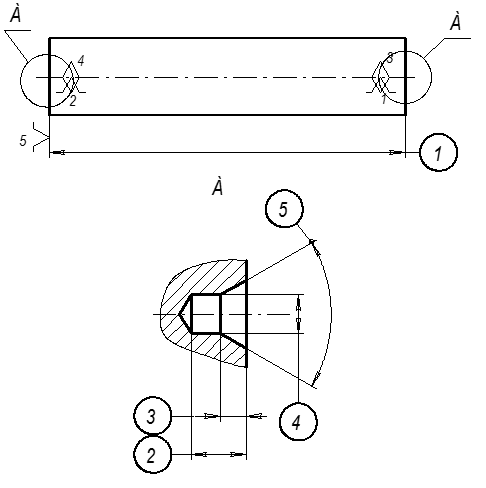
Рис. 2.4. Схема базування
Дана схема базування має похибку на розташування вісі заготовки відносно вісі центрових отворів, але конструктивна реалізація даної схемі більш простіша, ніж попередня. Враховуючі, що заготовка має достатню точність зупиняємось на цій схемі базування.
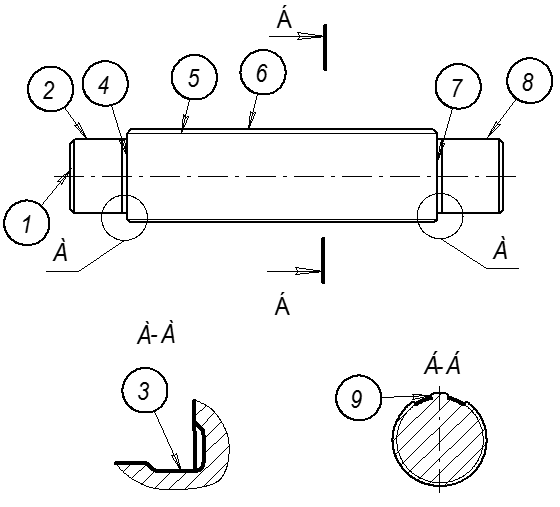 |
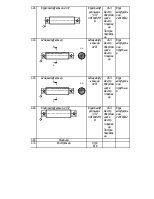
Рис 2.5. Розбиття деталі на окремі поверхні
Поверхні |
|
|
Доп. форм |
Типова послідовність |
|
|
Доп. форм |
За кресленням |
Технологічно можливі |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
14 |
8 |
0,3 |
Обточування одноразове |
12 |
6,3 |
0,2 |
|
2 |
6 |
1,25 |
0,006 |
Обточування попереднє Обточування завершальне Шліфування попереднє Шліфування завершальне |
12 10 8 6 |
6,3 3,2 1,25 0,32 |
0,2 0,01 0,05 0,006 |
|
3 |
14 |
20 |
0,3 |
Обточування одноразове |
12 |
6,3 |
0,2 |
|
4 |
11 |
2,5 |
0,016 |
Обточування попереднє Обточування завершальне Шліфування попереднє Шліфування завершальне |
12 10 8 6 |
6,3 3,2 1,25 0,32 |
0,2 0,01 0,05 0,006 |
|
5 |
8 |
1,25 |
0,02 |
Шліцефрезерування одноразове Шліфування одноразове |
10 8 |
5 1,25 |
0,01 |
|
6 |
11 |
8 |
0,3 |
Обточування попереднє Обточування завершальне |
12 10 |
8 5 |
0,2 0,01 |
|
7 |
11 |
2,5 |
0,016 |
Обточування попереднє Обточування завершальне Шліфування попереднє Шліфування завершальне |
12 10 8 6 |
6,3 3,2 1,25 0,32 |
0,2 0,01 0,05 0,006 |
|
8 |
6 |
1,25 |
0,006 |
Обточування попереднє Обточування завершальне Шліфування попереднє Шліфування завершальне |
12 10 8 6 |
6,3 3,2 1,25 0,32 |
0,2 0,01 0,05 0,006 |
|
9 |
8 |
5 |
Шліцефрезерування одноразове |
8 |
5 |
||
На даному етапі проектування необхідно розробити технологічний процес обробки заданої деталі . При розробці маршрутної технології для реалізації кожної технологічної операції встановлюють групу і модель верстата , необхідні пристосування та інструмент.
В табл.2.4. наведений варіант маршрутного технологічного процесу.
Таблиця 2.4. Маршрутний технологічний процес
|
№ опер |
Назва опер. та теор. схема базування |
Верстатні системи |
Система пристрою |
Інструм. системи |
|
1 |
2 |
3 |
4 |
5 |
|
005 |
Фрезерно-центрувальна |
Фрезерно-центрувальний |
Фреза торцева Р6М5 Свердло центрувальне Р6М5 |
|
|
010 |
Токарна з ЧПУ |
Токарний з ЧПУ 16К20Ф3 |
УБП Центр обертаючийся Центр плаваючий |
Різець прохідний. Т15К6 |
|
015 |
Токарна з ЧПУ
|
Токарний з ЧПУ 16К20Ф3 |
УБП Центр обертаючийся Центр плаваючий |
Різець прохідний. Т15К6 |
|
020 |
Токарна з ЧПУ |
Токарний з ЧПУ 16К20Ф3 |
УБП Центр обертаючийся Центр плаваючий |
Різець прохідний. Т15К6 Різець канавочний Т15К6 |
|
025 |
Токарна з ЧПУ |
Токарний з ЧПУ 16К20Ф3 |
УБП Центр обертаючийся Центр плаваючий |
Різець прохідний. Т15К6 Різець канавочний Т15К6 |
|
030 |
Шліцефрезерна
|
Шліцефрезерний 5350 |
УБП Центр обертаючийся Центр плаваючий |
Фреза черв'ячна Р6М5 |
|
035 |
Термічна |
ТВЧ |
||
|
040 |
Центрошліфувальна
|
Центрошліфувальний 3922 |
Головка шліфувальна конічна Головка шліфувальна конічна |
|
|
045 |
Круглошліфувальна з ЧПУ |
Круглошліфувальний з ЧПУ 3М163Ф2Н1В |
УБП Центр обертаючийся Центр плаваючий Патрон паводковий |
Круг шліфувальний 24А16СМ2 |
|
050 |
Шліцешліфувальна
|
Шліцешліфувальний 3451 |
УБП Центр обертаючийся Центр плаваючий |
Круг шліфувальний профільний |
|
055 |
Шліцешліфувальна
|
Шліцешліфувальний 3451 |
УБП Центр обертаючийся Центр плаваючий |
Круг шліфувальний профільний |
|
060 |
Круглошліфувальна з ЧПУ
|
Круглошліфувальний з ЧПУ 3М163Ф2Н1В |
УБП Центр обертаючийся Центр плаваючий Патрон паводковий |
Круг шліфувальний 24А16СМ2 |
|
065 |
Мийочна |
|||
|
070 |
Контрольна |
Стіл ВТК |
005 Фрезерно-центрувальна МР72
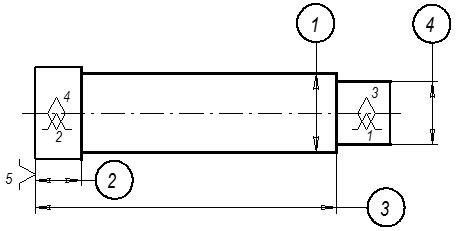
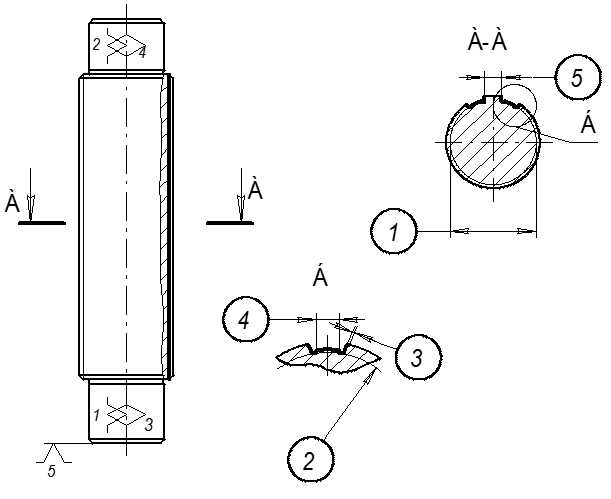
005.01 Фрезерувати два торця одночасно остаточно, витримуючи розмір 1.
005.02 Свердлити два центрових отвори одночасно остаточно, витримуючи розміри 2, 3, 4.
010 Токарна з ЧПУ 16К20Ф3
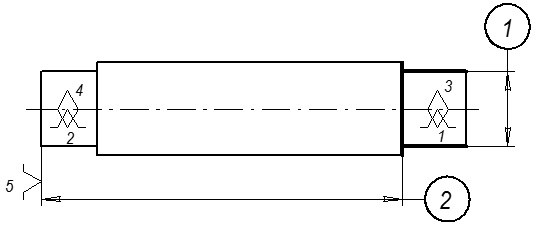
010.01 Точити циліндричну поверхню попередньо, витримуючи розміри 1,2.
010.02 Підрізати торець попередньо, витримуючи розмір 2.
010.03 Точити циліндричну поверхню попередньо, витримуючи розміри 3,4.
015 Токарна з ЧПУ 16К20Ф3
015.01 Точити циліндричну поверхню попередньо, витримуючи розміри 1,2.
015.02 Підрізати торець попередньо, витримуючи розмір 2.
020 Токарна з ЧПУ 16К20Ф3
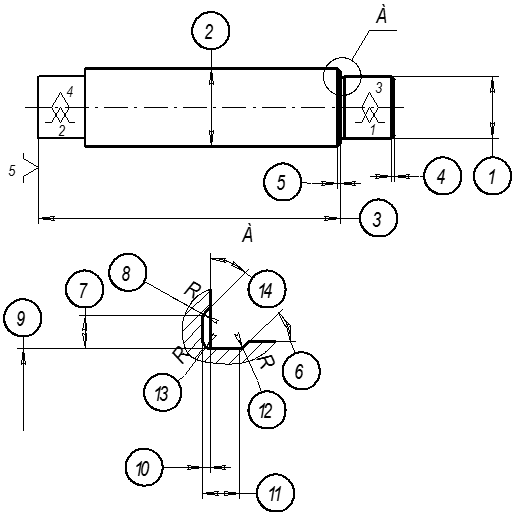
020.01 Точити циліндричні поверхн послідовно остаточно, з одночасним підрізанням торцевої поверхні, витримуючи розміри 1,2,3.
020.02 Точити фаски послідовно остаточно, витримуючи розмір 1,4, 3,5.
020.03 Точити канавку остаточно, витримуючи розміри 6-14.
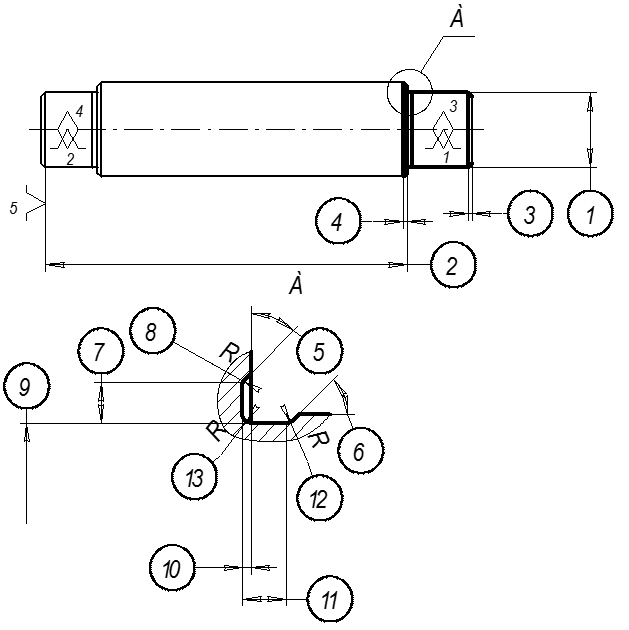
025.01 Точити циліндричну поверхню послідовно остаточно, з одночасним підрізанням торцевої поверхні, витримуючи розміри 1,2.
020.02 Точити фаски послідовно остаточно, витримуючи розмір 1,2, 3,4.
025.05 Точити канавку остаточно, витримуючи розміри 5-13.
030.01 Фрезерувати шліці остаточно витримуючи розміри 1-5.
035 Термічна.
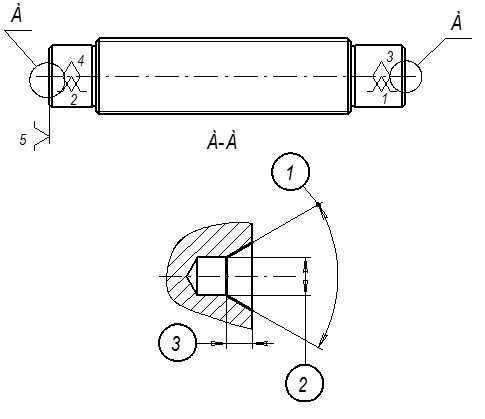
040.01 Шліфувати центрові отвори одночасно остаточно, витримуючи розміри 1-3.
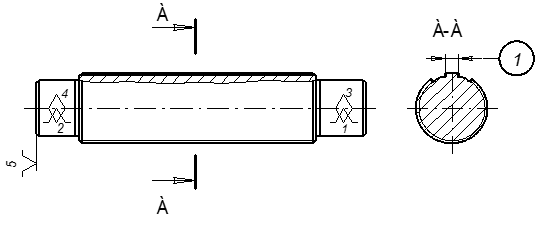
045.01 Шліфувати попередньо поверхні ОКБ і поверхню ДКБ остаточно, витримуючи розмір 1,2,3.
050.01 Шліфувати бокові поверхні шліців остаточно, витримуючи розмір 1.
055.01 Шліфувати внутрішню поверхню шліців остаточно витримуючи розмір
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.