|
№ опера- ції |
Назва операції та схема базування |
|
005 |
Фрезерно – свердлильна |
|
Обладнання: фрезерно-свердлильний верстат. Пристосування: універсальне. Різальний інструмент: фреза, свердло центрувальне, свердло, зенкер, розвертка. |
|
|
010 |
Багатоцільова
Обладнання: багатоцільовий верстат. Пристосування: універсальне. Різальний Інструмент: фреза, свердло центрувальне, свердло. |
|
015 |
Багатоцільова
Обладнання: багатоцільовий верстат. Пристосування: універсальне. Різальний Інструмент: фреза, свердло центрувальне, свердло, зенкер, мітчик, різець. |
|
020 |
Мийочна |
|
025 |
Контрольна |
2.8 Розробка змісту технологічних операцій
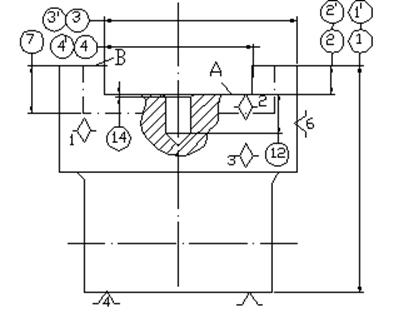
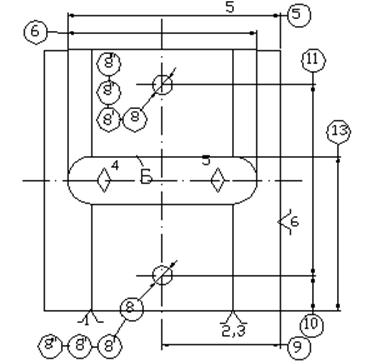
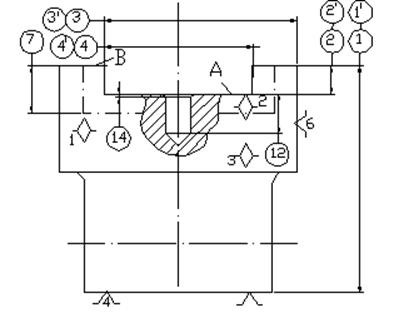
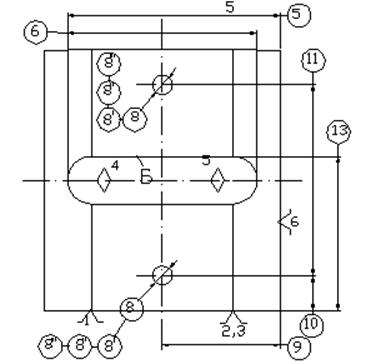
005 Фрезерно – свердлильна
Верстат фрезерно – свердлильний мод. 654РФ3
А. Установити, закріпити, зняти.
005.01. Фрезерувати поверхню В попередньо, витримуючи розмір 1.
005.02. Фрезерувати поверхню А попередньо, витримуючи розміри 2,3,4.
005.03. Фрезерувати поверхню В остаточно, витримуючи розмір 1΄.
005.04. Фрезерувати поверхню А остаточно, витримуючи розміри 2΄,3΄,4΄.
005.05. Фрезерувати паз Б остаточно, витримуючи розміри r1,5,6,7,13.
005.06. Центрувати послідовно положення вісей двох базових отворів 1,2, витримуючи розміри 9,10,11,14.
005.07. Свердлити два базових отвори 1,2 послідовно остаточно, витримуючи розміри 9,10,11,12 і 8.
005.08. Зенкерувати два базових отвори 1,2 послідовно остаточно, витримуючи розміри 9,10,11,12 і 8΄
005.09. Зенкувати два базових отвори 1,2 послідовно остаточно, витримуючи розміри 9,10,11,12 і 8΄΄.
005.10. Розвернути два базових отвори 1,2 послідовно остаточно, витримуючи розмір 8΄΄΄.
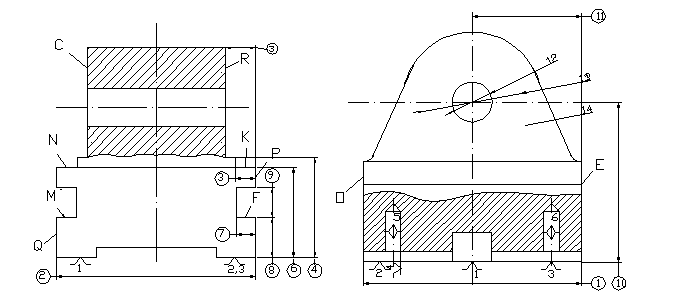
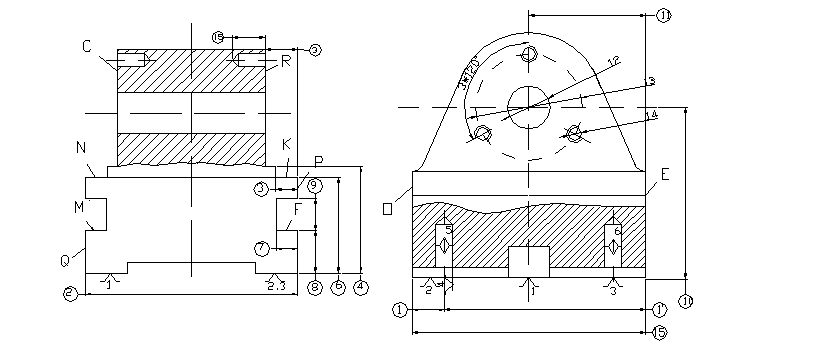
010 Багатоцільова
Верстат багатоцільовий мод. ИР 320 ПМ-Ф4.
А. Установити, закріпити, зняти.
010.01. Фрезерувати бокові поверхні О та Е послідовно остаточно , витримуючи розмір 1,1΄,15.
010.02. Фрезерувати бокові поверхні Р та Q послідовно попередньо, витримуючи розмір 2.
010.03. Фрезерувати бокові поверхні R та C послідовно попередньо , витримуючи розміри 3,4.
010.04. Фрезерувати бокові поверхні К та N послідовно остаточно, витримуючи розміри 5,6.
010.05. Фрезерувати пази F та М послідовно остаточно, витримуючи розміри 7,8,9.
010.06. Центрувати положення вісі головного отвору, витримуючи розміри 10,11.
010.07. Свердлити головний отвір остаточно, витримуючи розміри 10,11,12.
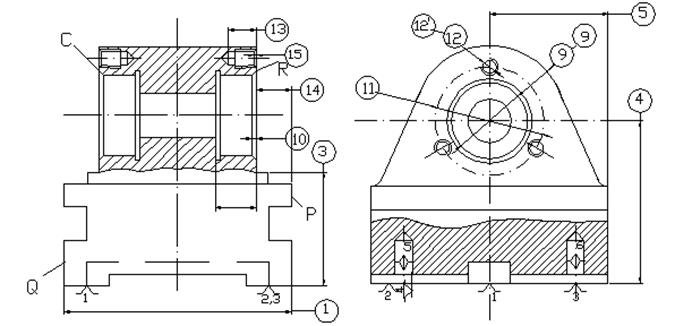
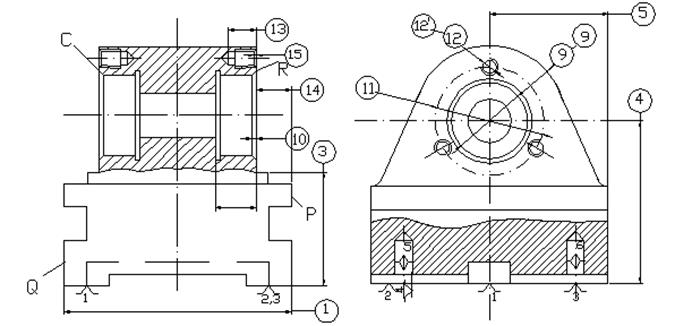
015 Багатоцільова
Верстат багатоцільовий мод. ИР 320ПМ-Ф4.
А. Установити, закріпити, зняти.
015.01. Фрезерувати бокові поверхні Р та Q послідовно остаточно, витримуючи розмір 1.
015.02. Фрезерувати бокові поверхні R та C послідовно остаточно, витримуючи розміри 2,3.
015.03. Розточити внутрішні головні отвори послідовно попередньо, витримуючи розміри 2,4,5,6,9.
015.04. Центрувати положення шести кріпильних отворів послідовно остаточно, витримуючи розміри 14,4,5,11,15 та кут 120˚.
015.05. Свердлити шість кріпильних отворів послідовно остаточно, витримуючи розміри 14,4,5,11,15 та кут 120˚ ,та 12΄,13.
015.06. Зенкувати шість кріпильних отворів послідовно остаточно, витримуючи розміри 2,4,5,11 та кут 120˚, та 12,13.
015.07. Нарізати різьбу в шести кріпильних отворах послідовно остаточно, витримуючи розміри 2,4,5,11 та кут 120˚, та 13.
015.08. Розточити внутрішні головні отвори послідовно попередньо, витримуючи розміри 2,4,5,6,9.
015.09. Точити канавки з двох боків послідовно остаточно, витримуючи розміри 2,4,5,6,7,8,R1 та кут 45˚.
015.08. Розточити внутрішні головні отвори остаточно, витримуючи розміри 2,4,5,6,9.
015.10. Точити фаску з двох боків головного отвіру послідовно остаточно, витримуючи розміри 2,4,5,10.
020. Мийочна.
025. Контрольна.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.