Зміст
2.1. Аналіз службового призначення та умови роботи деталі в узлі
2.2. Визначення типу виробництва
2.3. Відпрацювання конструкції деталі на технологічність
2.3.1. Якісні характеристики технологічності
2.3.2. Кількісні характеристики технологічності
2.4. Обґрунтування виду та методу отримання заготовок
2.5. Обґрунтування вибору технологічних баз
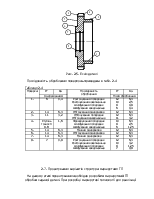
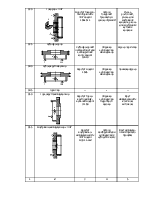
2.6. Вибір типових послідовностей оброблення поверхонь
2.7. Проектування варіантів структури маршрутних ТП
2.8. Проектування змісту технологічних операцій
2.1. Аналіз службового призначення та умови роботи деталі в узлі
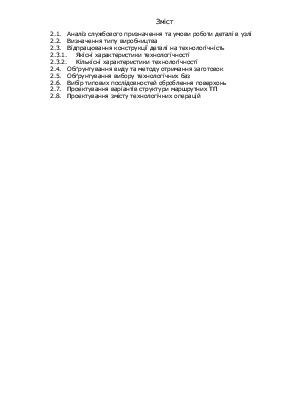
Вихідні дані: креслення деталі “Шестерня”, матеріал деталі - сталь 40Х ГОСТ 4345-88, річна програма випуску 5000 деталей.
В результаті аналізу креслення встановлено, що деталь призначена для передачі крутного моменту від іншого зубчастого колеса до іншого, тобто працює як паразитне. У вузлі деталь базується по точному отвору Ǿ90Н6 та прилеглому внутрішньому торцю на підшипниках кочення. Канавка Ǿ 44,5 призначена для встановлення сальника. Ступінчастість шестерні за ГОСТ 1643-81 8-В.
Висновок: деталь працює в умовах знакозмінних навантажень, знаходиться під впливом агресивних середовищ, і запропонований конструктором матеріал забезпечує роботоздатність деталі в таких умовах.
На кресленні деталі “Шестерня” є достатня кількість видів, розрізів, які забезпечують повне розуміння конструктивних особливостей деталі.
2.2. Визначення типу виробництва
Визначення типу виробництва виконується за допомогою коефіцієнта закріплення операцій. Який визначається за формулою (2.1)
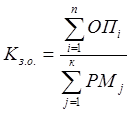 ;
;
де  - сумарна кількість технологічних
операцій,
- сумарна кількість технологічних
операцій,
 -
сумарна кількість робочих місць.
-
сумарна кількість робочих місць.
Враховуючи неможливість виконати розрахунок за даною формулою, використовуємо найближчий метод визначення типу виробництва за масою деталі та річним обсягом випуску згідно з табл. 2.1
Таблиця 2.1
Визначення типу виробництва
|
Тип виробництва |
Річний обсяг випуску деталей одного найменування, шт |
||
|
Легкі, масою до 20 кг |
Середні, масою 20…30 кг |
Важкі, масою більше 30 кг |
|
|
Одиничне Малосерійне Середньосерійне Великосерійне Масове |
До 100 101…500 501…5000 5001…50000 більше 50000 |
До 10 11…200 201…1000 1001…5000 Більше 5000 |
1…5 6…100 101…300 301…1000 Більше 1000 |
Для маси деталі 1,4 кг та річного обсягу випуску деталей приймаємо середньосерійний тип витобництва.
Нехай ![]() =13.
=13.
Висновок: усі подальші технологічні
розробки будемо виконувати для умов ССВ з ![]() =13.
=13.
2.3. Відпрацювання конструкції деталі на технологічність
2.3.1. Якісні показники технологічності
Аналіз конструкції деталі та матеріалу дозволяє зробити такі висновки. Поверхні, що обробляються є простими. Конструкція деталі забезпечує легкий доступ різального інструменту до поверхонь, які підлягають обробленню. Забезпечується точне та надійне базування в процесі обробки.
Матеріал виробу – сталь 40Х має гарні механічні властивості, добре оброблюється різанням.
Поверхневе загартування деталей ТВЧ є прогресивним методом термічної обробки, який відрізняється високою технологічністю, виробничою культурою та підвищенням якості деталей.
2.3.2. Кількісні характеристики технологічності
1. Рівень технологічності конструкції по точності обробки.
![]() - відповідно базовий і отриманий
коефіцієнти точності обробки
- відповідно базовий і отриманий
коефіцієнти точності обробки ![]() визначається за
формулою (2.3):
визначається за
формулою (2.3):
 (2.2)
(2.2)
 (2.3)
(2.3)
де ![]() - середній квалітет точності обробки
виробу;
- середній квалітет точності обробки
виробу;
![]() - кількість розмірів одного класу точності;
- кількість розмірів одного класу точності;
![]() - клас точності обробки.
- клас точності обробки.
Таблиця 2.2
Кількісна характеристика
|
Поверхня |
Квалітет |
|||
|
6 |
7 |
11 |
14 |
|
|
Циліндрична Зубчаста Лінійна Паз |
1 -- -- -- |
1 -- -- -- |
1 -- -- -- |
2 1 4 4 |
 (2.4)
(2.4)

2. Рівень технологічності конструкції по шорсткості поверхонь:
 (3.4)
(3.4)
де ![]() - відповідно базовий та отриманий
коефіцієнти шорсткості поверхні.
- відповідно базовий та отриманий
коефіцієнти шорсткості поверхні.
Таблиця 2.3
|
Поверхня |
Шорсткість |
||||
|
0,4 |
0,8 |
1,6 |
3,2 |
6,3 |
|
|
Циліндрична Зубчаста Лінійна Паз |
1 -- -- -- |
1 -- 1 -- |
-- 1 -- -- |
1 -- -- -- |
2 -- 4 6 |

![]()
3. Коефіцієнт використання матеріалу:
 КГ
КГ
де ![]() - відповідно маса деталі і маса заготовки.
- відповідно маса деталі і маса заготовки.
4. Рівень технологічності конструкції по використанню матеріалу:
де ![]() - відповідно базовий та отриманий
коефіцієнти використання матеріалу.
- відповідно базовий та отриманий
коефіцієнти використання матеріалу.
5. Рівень технологічності конструкції по трудомісткості її виготовлення:
де ![]() - відповідно отримана і базова трудоємність
виготовлення виробу.
- відповідно отримана і базова трудоємність
виготовлення виробу.
6. Рівень технологічності по технологічній собівартості:
де ![]() -
відповідно отримана і базова технологічна собівартість виробу.
-
відповідно отримана і базова технологічна собівартість виробу.
Оскільки відсутні базові дані по трудомісткості і собівартості, то, відповідно, коефіцієнти приймаємо рівними 1.
Висновок: в цілому, по якісним і кількісним показникам деталь є технологічною.
2.4. Обґрунтування виду та методу отримання заготовок
Деталь “Шестерня” є важконавантажевальною деталлю, до якої пред’являються підвищені вимоги за міцністю, твердістю поверхонь зубців і точністю. Заготовки таких важконавантажувальних деталей доцільно виготовляти методом пластичної деформації.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.