
4.1. Проектування технологічних послідовностей оброблення поверхні деталі.
Конструкцію деталі можна розділити на сукупність типових геометричних фігур, які об’єднані загальним службовим призначенням деталі.
Типовими елементами конструкції є циліндричні або конічні, зовнішні та внутрішні поверхні, сукупність площин, фасонні поверхні, та інші.
Відносно до цього, практикою машинобудування накопичено виробничий досвід технологічних послідовностей економічного обладнання типових поверхонь для забезпечення заданої точності розмірів та параметрів шорсткості робочих поверхонь.
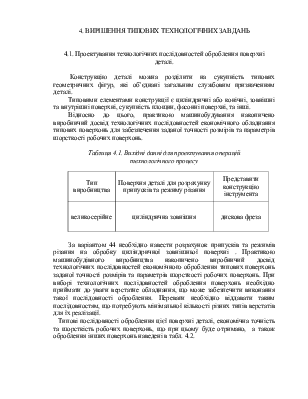
технологічного процесу
|
Тип виробництва |
Поверхня деталі для розрахунку припусків та режиму різання |
Представити конструкцію інструмента |
|
великосерійне |
циліндрична зовнішня |
дискова фреза |
За варіантом 44 необхідно навести розрахунок припусків та режимів різання на обробку циліндричної зовнішньої поверхні . Практикою машинобудівного виробництва накопичено виробничий досвід технологічних послідовностей економічного оброблення типових поверхонь заданої точності розмірів та параметрів шорсткості робочих поверхонь. При виборі технологічних послідовностей оброблення поверхонь необхідно приймати до уваги верстатне обладнання, що може забезпечити виконання такої послідовності оброблення. Переваги необхідно віддавати таким послідовностям, що потребують мінімальної кількості різних типів верстатів для їх реалізації.
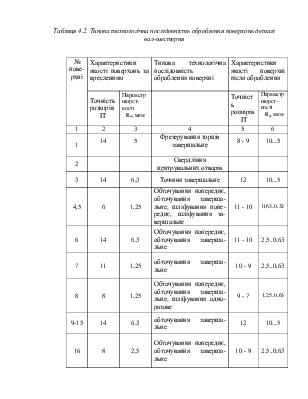
Типові послідовності оброблення цієї поверхні деталі, економічна точність та шорсткість робочих поверхонь, що при цьому буде отримано, а також оброблення інших поверхонь наведені в табл. 4.2.
Таблиця 4.2. Типова технологічна послідовність оброблення поверхонь деталі вал-шестерня
|
№ пове- рхні |
Характеристики якості поверхонь за кресленням |
Типова технологічна послідовність оброблення поверхні |
Характеристики якості поверхні після оброблення |
||
ТочністьрозмірівІТ |
Параметр шорст-костіRа, мкм |
ТочністьрозмірівІТ |
Параметр шорст-костіRа, мкм |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
14 |
5 |
Фрезерування торців завершальне |
8 - 9 |
10...5 |
|
2 |
Свердління центрувальних отворів |
||||
|
3 |
14 |
6,3 |
Точіння завершальне |
12 |
10...5 |
|
4,5 |
6 |
1,25 |
Обточування попереднє, обточування заверша-льне, шліфування попе-реднє, шліфування за-вершальне |
11 - 10 |
0,63..0,32 |
|
6 |
14 |
6,3 |
Обточування попереднє, обточування заверша-льне |
11 - 10 |
2,5..0,63 |
|
7 |
11 |
1,25 |
обточування заверша-льне |
10 - 9 |
2,5..0,63 |
|
8 |
8 |
1,25 |
Обточування попереднє, обточування заверша-льне, шліфування одно-разове |
9 - 7 |
1,25..0,63 |
|
9-15 |
14 |
6,3 |
обточування заверша-льне |
12 |
10...5 |
|
16 |
8 |
2,5 |
Обточування попереднє, обточування заверша-льне |
10 - 9 |
2,5..0,63 |
|
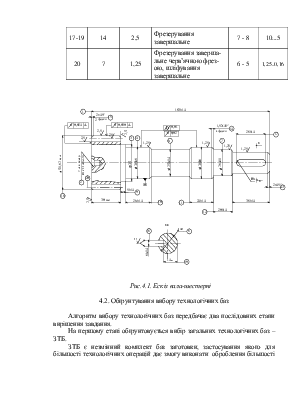
17-19 |
14 |
2,5 |
Фрезерування завершальне |
7 - 8 |
10...5 |
|
20 |
7 |
1,25 |
Фрезерування заверша-льне черв’ячною фрез-ою, шліфування завершальне |
6 - 5 |
1,25..0,16 |
4.2. Обґрунтування вибору технологічних баз
Алгоритм вибору технологічних баз передбачає два послідовних етапи вирішення завдання.
На першому етапі обґрунтовується вибір загальних технологічних баз – ЗТБ.
ЗТБ є незмінний комплект баз заготовки, застосування якого для більшості технологічних операцій дає змогу виконати оброблення більшості поверхонь деталі. Важливим є суміщення основних конструктивних баз (ОКБ) з загальними технологічними базами.
Таке оброблення комплекту ЗТБ весь подальший технологічний процес проводиться при незмінних базах – ЗТБ незміні, що спрощує верстатні пристрої, які необхідні для оброблення.
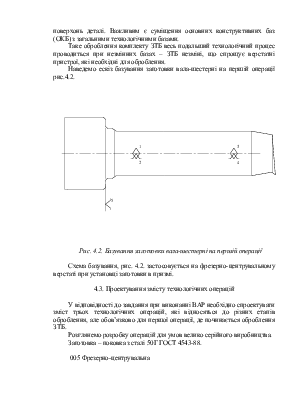
Наведемо ескіз базування заготовки вала-шестерні на першій операції рис.4.2.
Схема базування, рис. 4.2. застосовується на фрезерно-центрувальному верстаті при установці заготовки в призмі.
4.3. Проектування змісту технологічних операцій
У відповідності до завдання при виконанні ВАР необхідно спроектувати зміст трьох технологічних операцій, які відносяться до різних етапів оброблення, але обов’язково для першої операції, де починається оброблення ЗТБ.
Розглянемо розробку операцій для умов велико серійного виробництва.
Заготовка – поковка з сталі 50Г ГОСТ 4543-88.
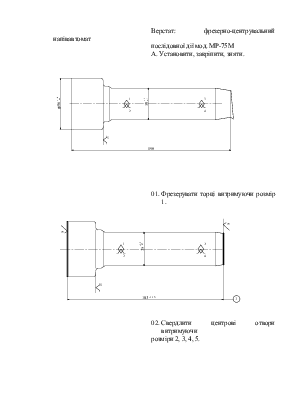
005 Фрезерно-центрувальна
Верстат: фрезерно-центрувальний напівавтомат послідовної дії мод. МР-75М
А. Установити, закріпити, зняти.
01. Фрезерувати торці витримуючи розмір 1.
02. Свердлити центрові отвори витримуючи розміри 2, 3, 4, 5.
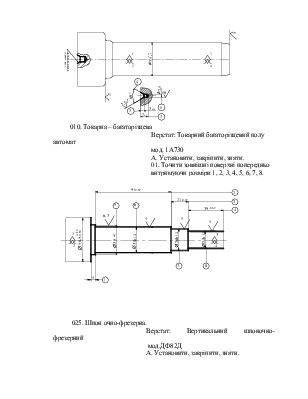
Верстат: Токарний багаторізцевий полу автомат мод. 1А730
А. Установити, закріпити, зняти.
01. Точити зовнішні поверхні попередньо витримуючи розміри 1, 2, 3, 4, 5, 6, 7, 8.
025. Шпон очно-фрезерна.
Верстат: Вертикальний шпоночно-фрезерний мод.ДФ82Д
А. Установити, закріпити, зняти.
01. Фрезерувати шпон очний паз витримуючи розміри 1, 2, 3, 4, 5.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.