1. Система нарезания отверстий и резьбы в корпусе тормозного клапана 2-гокласса сложности
1.1. Построение структуры системы
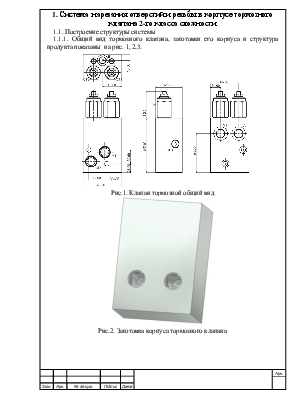
1.1.1. Общий вид тормозного клапана, заготовки его корпуса и структура продукта показаны на рис. 1, 2,3.
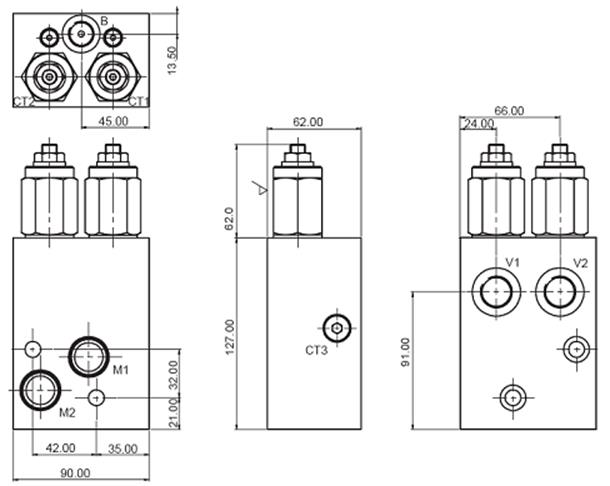
Рис.1. Клапан тормозной общий вид
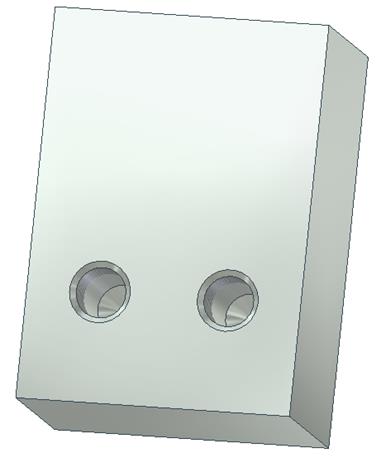
Рис.2. Заготовка корпуса тормозного клапана
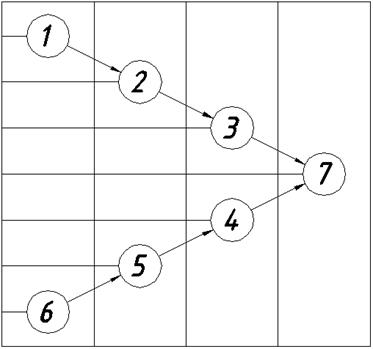
Рис.3. Структура продукта
На рис.3. цифрами обозначены такие операции:
1 и 6 – зажим заготовки зажимной плитой в первой и второй рабочей зоне соответственно;
2 и 5- сверление отверстий в первой и второй рабочей позиции соответственно;
3 и 4- нарезание резьбы в первой или второй рабочей позиции соответственно;
7- выгрузка заготовки.
1.1.2. Соответствие функций с функциональными модулями приведено в табл. 1:
Таблица 1
|
Ф-я |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Д(2,5) |
Д(3,4) |
Д(2,3,4,5) |
|
№ФМ |
1 |
2 |
3 |
3 |
2 |
1 |
4 |
5 |
6 |
7 |
С табл.1видно что:
ФМ1 выполняет зажим заготовки в первой или второй рабочей зоне зажимной плитой;
ФМ2 выполняет подачу сверла и сверление отверстия;
ФМ3 выполняет подачу метчика и нарезание резьбы;
ФМ4 выполняет снятие заготовки с конвейера;
ФМ5 выполняет перемещение механизма сверления в первую или вторую рабочую позицию;
ФМ6 выполняет перемещение механизма нарезания резьбы в первую или вторую рабочую позицию;
ФМ7 перемещает заготовку во вторую рабочую зону.
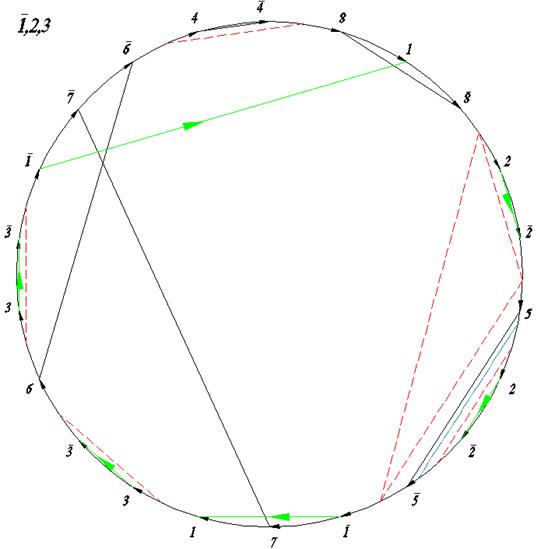
1.1.3. Структура процесса:
![]()
С учетом обратных связей:
![]() .
.
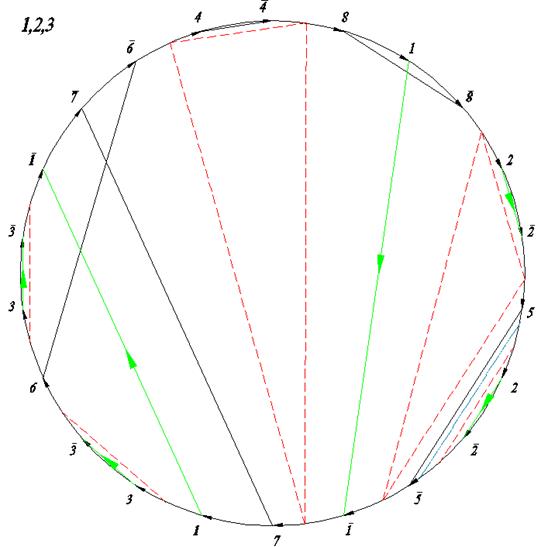
Дополним данную систему ФМ8, который выполняет загрузку заготовки в первую рабочую зону. Тогда структура процесса будет выглядеть следующим образом:
![]() .
.
1.1.4. Технологический процесс будет происходить следующим образом:
8- подача детали в первую рабочую зону пневмоцилиндром привода загрузки (выдвижение штока пневмоцилиндра);
1- зажим заготовки в первой рабочей зоне зажимной плитой (выдвижение штоков пневмоцилиндра);
![]() - отвод пневмоцилиндра привода загрузки с первой
рабочей зоны (втягивание штока
пневмоцилиндра);
- отвод пневмоцилиндра привода загрузки с первой
рабочей зоны (втягивание штока
пневмоцилиндра);
2- подвод сверла и сверление первого отверстия (выдвижение штока пневмоцилиндра);
![]() - отвод сверла (втягивание штока
пневмоцилиндра);
- отвод сверла (втягивание штока
пневмоцилиндра);
5- перемещение сверлильной головки в позицию сверления второго отверстия (выдвижение штока пневмоцилиндра);
2- подвод сверла и сверление первого отверстия (выдвижение штока пневмоцилиндра);
![]() - отвод сверла (втягивание штока
пневмоцилиндра);
- отвод сверла (втягивание штока
пневмоцилиндра);
![]() - перемещение сверлильной головки в позицию
сверления первого отверстия (втягивание штока пневмоцилиндра);
- перемещение сверлильной головки в позицию
сверления первого отверстия (втягивание штока пневмоцилиндра);
![]() - отвод зажимной плиты (втягивание штока
пневмоцилиндра);
- отвод зажимной плиты (втягивание штока
пневмоцилиндра);
7- перемещение заготовки во вторую рабочую зону пневмоцилиндром (выдвижение штока пневмоцилиндра);
1- зажим заготовки в первой рабочей зоне зажимной плитой (выдвижение штоков пневмоцилиндра);
3- нарезание резьбы в первом отверстии (выдвижение штока пневмоцилиндра);
![]() - отвод метчика (втягивание штока пневмоцилиндра);
- отвод метчика (втягивание штока пневмоцилиндра);
6- перемещение головки с метчиком в позицию нарезания резьбы во втором отверстии (выдвижение штока пневмоцилиндра);
3- нарезание резьбы в первом отверстии (выдвижение штока пневмоцилиндра);
![]() - отвод метчика (втягивание штока пневмоцилиндра);
- отвод метчика (втягивание штока пневмоцилиндра);
![]() - отвод зажимной плиты (втягивание штока
пневмоцилиндра);
- отвод зажимной плиты (втягивание штока
пневмоцилиндра);
![]() - отвод пневмоцилиндра привода перемещения детали с второй
рабочей зоны (втягивание штока пневмоцилиндра);
- отвод пневмоцилиндра привода перемещения детали с второй
рабочей зоны (втягивание штока пневмоцилиндра);
![]() - перемещение головки с метчиком в позицию нарезания
резьбы в первом отверстии (втягивание штока пневмоцилиндра);
- перемещение головки с метчиком в позицию нарезания
резьбы в первом отверстии (втягивание штока пневмоцилиндра);
4- снятие детали с конвеера (выдвижение штока пневмоцилиндра);
![]() - отвод пневмоцилиндра привода снятия детали с
конвеера (втягивание штока пневмоцилиндра).
- отвод пневмоцилиндра привода снятия детали с
конвеера (втягивание штока пневмоцилиндра).
1.2. Построение функционального графа и составление схемы
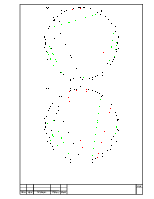
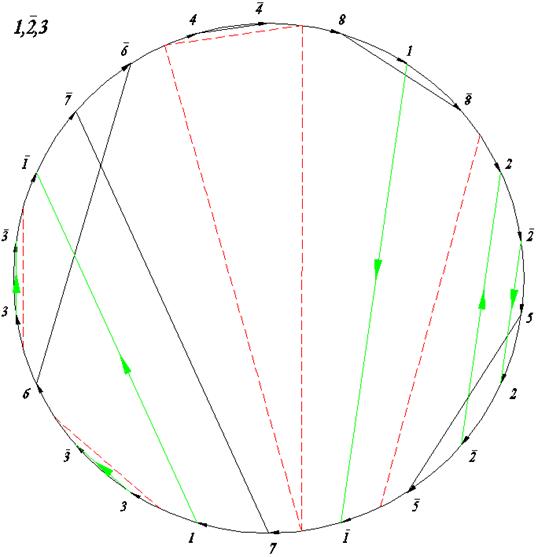
1.2.1. Построение подграфа связи:
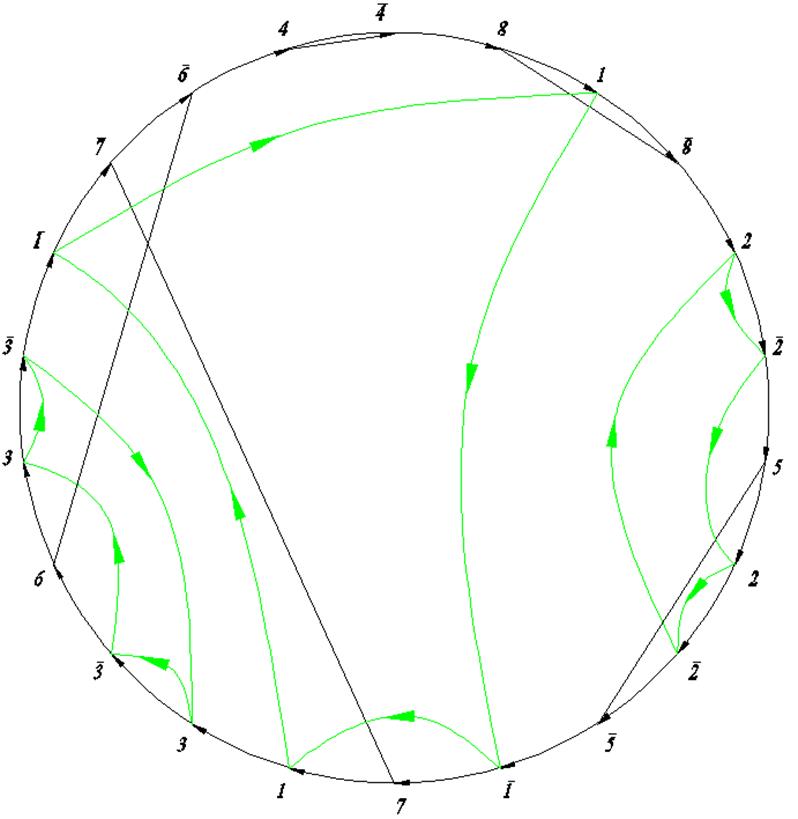
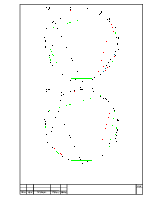
1.2.2. Построение подграфов неопределенности.
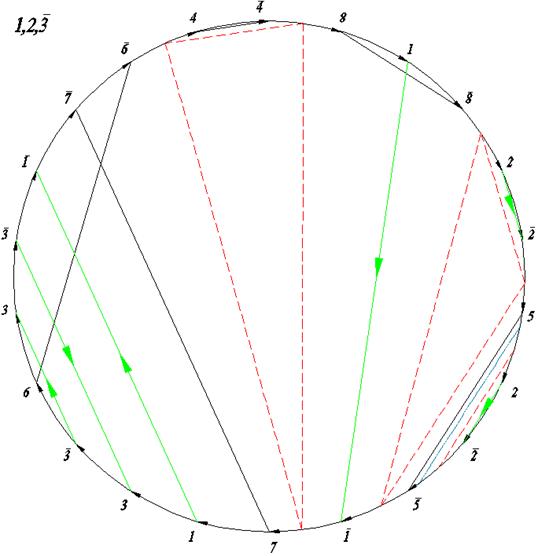
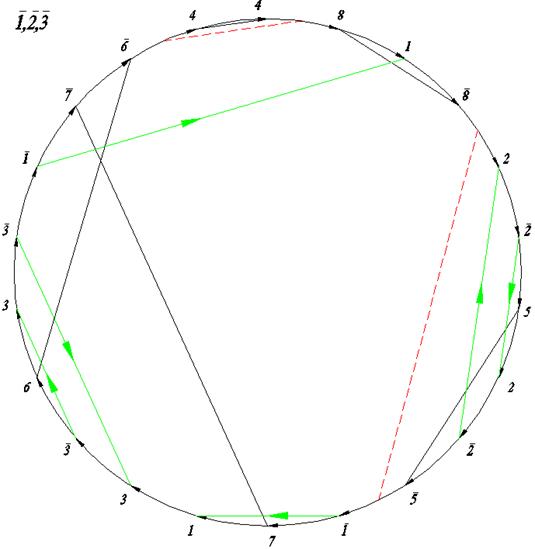
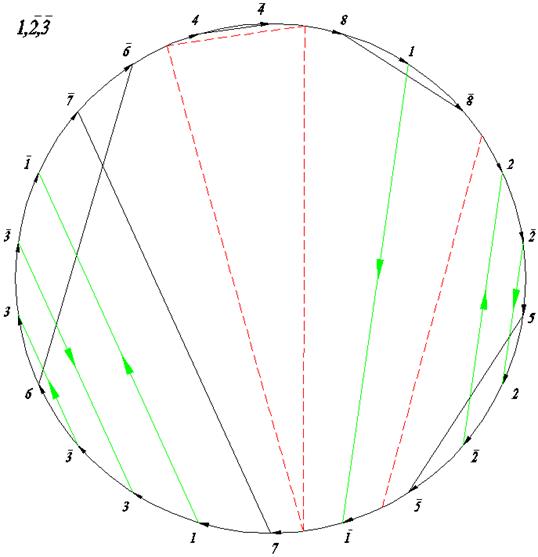
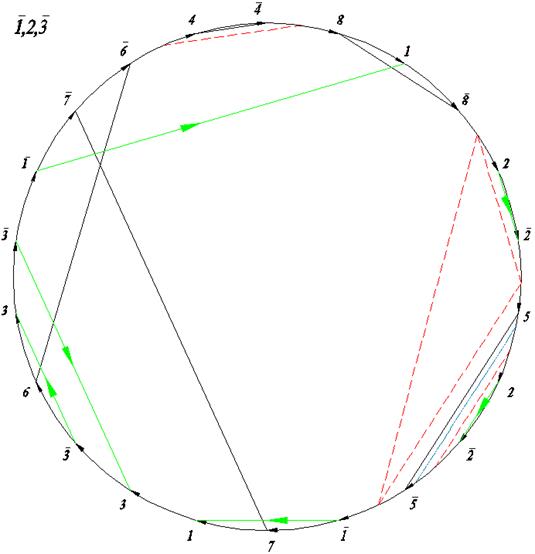
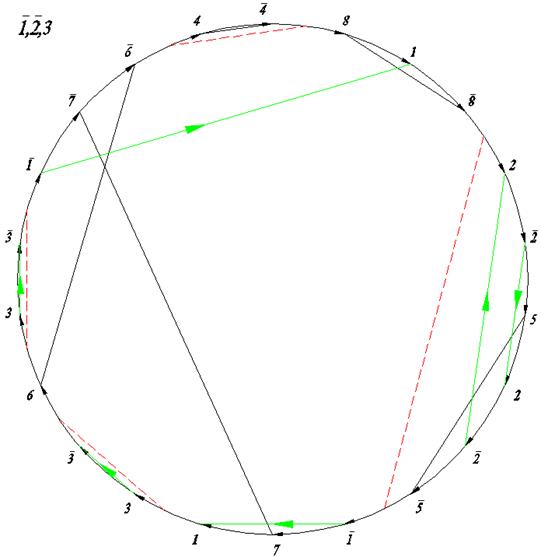
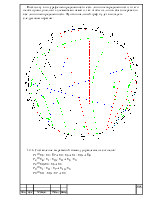
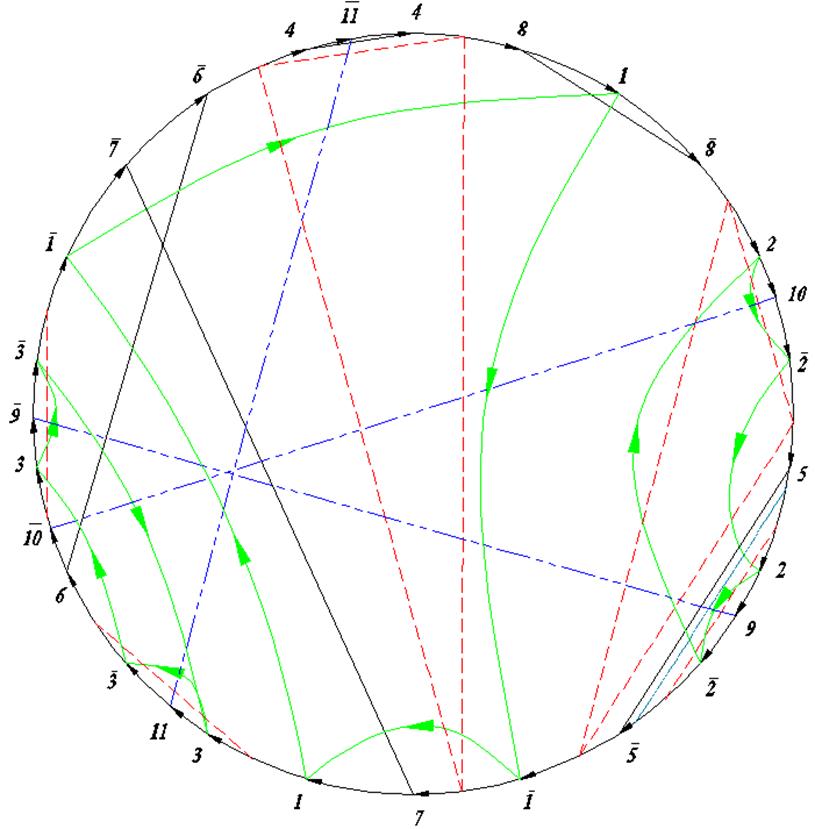
Поскольку в подграфе неопределенности есть линии неопределенности, то его необходимо дополнить элементами памяти, так чтобы их линии связи пересекли все линии неопределенности. Функциональный граф будет выглядеть следующим образом:
1.2.3. Составление выражений команд управляющих сигналов:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() .
.
1.2.4. Составление схемы.
Функциональные модули реализуютсяследующим образом:
ФМ1:
Исполнительное устройство: Пневмоцилиндр двустороннего действия.
Управление: 5/2 распределительный клапан с моностабильным пневматическим
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.