2.Длина рабочего хода Lрх = 7 мм.
3.Подача Sо= мм/об.
мм/об.
4.Скорость резания предварительная:
V= =25,1 м/мин.
=25,1 м/мин.
5.Частота вращения шпинделя:
n = 
Выбираем стандартную частоту вращения шпинделя n = 630 об/мин.
Окончательная скорость резания:
V = 
Sм = So´n = 0,23´630 = 144,9 мм/мин
6.Основное время: t0= Lрх/ Sм= 7/144,9 = 0,05 мин.
Операция 020.Шлифовальная.
УСТАНОВ А
Переход 1: Шлифовать торец.
Оборудование: круглошлифовальный станок 3А110В.
Инструмент: чашечный конический круг 25А 8 С2 20 К5 35м/с А1 кл. ГОСТ 2424-83.
Измерительный инструмент: МК25-50 ГОСТ 6507-78.
СОЖ: 5% Аквол-11 ТУ38-40146-77 ( допускается СОЖ не применять ).
Приспособление: самоцентрирующийся 3-х кулачковый патрон ГОСТ 2675-51.
1.Частота вращения шпинделя: n= 3900 об/мин , n1= 30 об/мин
2.Подача: S=0,02 мм/об.
3.Глубина шлифования: t= 0.05 мм
4. Скорость резания: V= .
.
5.Основное время: t0= Lрх/ Sм = 0,45 мин.
-13-
Переход 2: Шлифовать Æ30h6.
Оборудование: круглошлифовальный станок 3А110В.
Инструмент: ПП 150´10´20 24А 8 С2 10 К5 35м/с А1кл. ГОСТ 2424-83.
Измерительный инструмент: МК25-50 ГОСТ 6507-78.
СОЖ: 5% Аквол-11 ТУ38-40146-77 ( допускается СОЖ не применять ).
Приспособление: самоцентрирующийся 3-х кулачковый патрон ГОСТ 2675-51.
1.Частота вращения шпинделя: n= 3900 об/мин , n1= 30 об/мин
2.Подача: Sпр=5 м/мин.
3.Глубина шлифования: t= 0.05 мм
4. Скорость резания: V=.
5.Основное время: t0= Lрх/ Sм = 0,006 мин.
УСТАНОВ Б
Переход 1: Шлифовать торец.
Оборудование: круглошлифовальный станок 3А110В.
Инструмент: чашечный конический круг 25А 8 С2 20 К5 35м/с А1 кл. ГОСТ 2424-83.
Измерительный инструмент: МК25-50 ГОСТ 6507-78.
СОЖ: 5% Аквол-11 ТУ38-40146-77 ( допускается СОЖ не применять ).
Приспособление: самоцентрирующийся 3-х кулачковый патрон ГОСТ 2675-51 и втулка.
1.Частота вращения шпинделя: n= 3900 об/мин , n1= 30 об/мин
2.Подача: Sпр=0,02 мм/об.
3.Глубина шлифования: t= 0.05 мм
4. Скорость резания: V=.
5.Основное время: t0= Lрх/ Sм = 0,45 мин.
-14-
Описание кондуктора для обработки отверстий
В проекте представлена конструкция кондуктора для сверления в детали отверстий, расположенных по одной окружности. Кондуктор состоит из трёх основных частей: ползуна с кондукторной планкой, вертикально перемещающегося по колонкам приспособления; патрона для закрепления детали и делительного механизма. Планка с кондукторной втулкой перемещается по направляющим ползуна, отсчёт перемещений производится по шкале и нониусу.
Делительное устройство состоит из корпуса 8, на котором смонтирован поворотный стол 10. К нижней части стола с помощью установочных штифтов и винтов прикреплён делительный диск 6, в гнёзда которого заскакивает фиксатор 17, управляемый эксцентриковым валиком 2. На верхнюю опорную плоскость поворотного стола 10 установлен трёхкулачковый патрон 1, в который устанавливается обрабатываемая деталь. В отверстия корпуса 8 запрессованы две параллельные направляющие колонки 7, по которым перемещается в вертикальном направление ползун 11. Кондукторная планка 9 устанавливается на требуемый диаметр расположения центров отверстий по окружности вручную по нониусу, нанесённому на боковой прикрывающей планке, и миллиметровой шкале шкале на кондукторной планке. Кондукторная планка 9 после перестановки закрепляется винтом 18 с накатной головкой , который через промежуточный плунжер 27 и шарик 32 действует на зажимной шарик 21, который заклинивается продольном V-образном пазу ползуна 11.
В промежуточную кондукторную втулку 25 устанавливается сменная кондукторная втулка 26. Регулируемый по высоте ползун 11 зажимается в требуемом положении винтом 19 с накатной головкой, действующим через шарик 33. Шарик 33 расклинивает два промежуточных шарика 34, расположенных в поперечном канале ползуна 11 и прижимающие помещённые плунжеры к колонка 7. Осевой зазор, необходимый для вращения, регулируется специальной гайкой 4, гайка стопорится винтом 23.
-15-
Расчёт зажимного устройства
Крутящий момент:
МКР = 10´СМ´Dq´Sy´KP
МКР = 10´0,0345´8,52,0´0,160,8´ =
5,12 Н´м
=
5,12 Н´м
PZ = ![]() = 1204,7 Н
= 1204,7 Н
Осевая сила:
РО = 10´СР´Dq´Sy´KP
РО = 10´68´8,51,0´0,160,7´ =
1426,3 Н
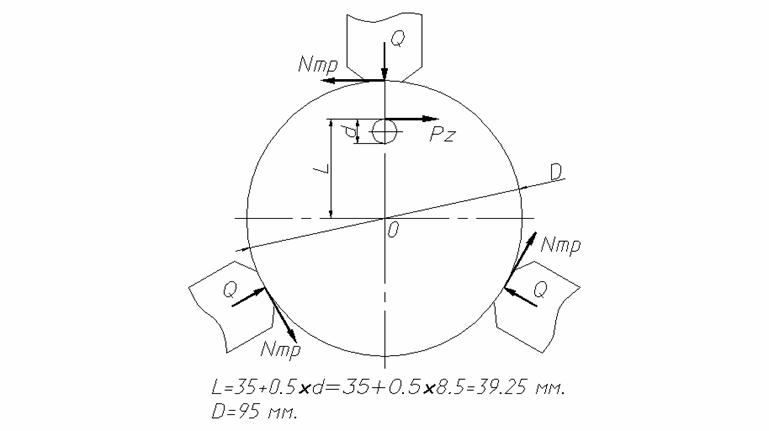
Сила зажима:
Уравнение моментов относительно точки О:
(SМ)О = РZ´L - 3´NТРЕНИЯ´(D/2) ,
где NТРЕНИЯ = Q´f ( f = 0,1¸0,2 )
Из уравнения моментов находим силу зажима Q :
РZ´L = 3´(Q´f)´(D/2)
Q =  =
=  =
2226,2 Н
=
2226,2 Н
-16-
Список используемой литературы
1. «Справочник технолога машиностроителя» том 1 и 2. Москва «Машиностроение» 1986г.
2. «Справочник инструментальщика» под редакцией И.А.Ординарцева 1987г.
3. «Унифицированные переналаживаемые средства измерения» К.В.Шубников и др. 1978г.
4. «Приспособления для металлорежущих станков» М. А. Ансеров 1975г.
5. «Справочник конструктора-машиностроителя» том 1 , 2 и 3. В.И.Анурьев 1980г.
-20-
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.