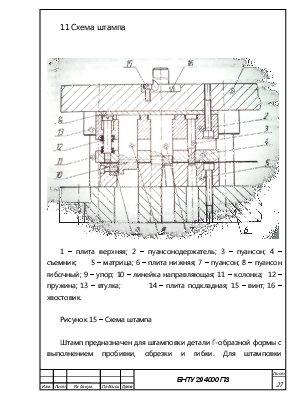
Схема штампа
1 – плита верхняя; 2 – пуансонодержатель; 3 – пуансон; 4 – съемник; 5 – матрица; 6 – плита нижняя; 7 – пуансон; 8 – пуансон гибочный; 9 – упор; 10 – линейка направляющая; 11 – колонка; 12 – пружина; 13 – втулка; 14 – плита подкладная; 15 – винт; 16 – хвостовик.
Рисунок 15 – Схема штампа
Штамп предназначен для штамповки детали Г-образной формы с выполнением пробивки, обрезки и гибки. Для штамповки применяется мерная лента, ширина которой равна ширине развертки детали.
Штамп не имеет шаговых ножей. Точность шага подачи ленты обеспечивается механизмом подачи ленты в штамп. В поперечном направлении смещение ленты ограничивается двумя направляющими линейками 10.
Матрица 5 крепится к нижней плите штампа 6 при помощи винтов и штифтов. Упор 9, вставленный в паз матрицы, служит противоотжимом для пуансона 8, осуществляющего одностороннюю гибку металла, что предохраняет колонки 11 и втулки 13 от преждевременного износа.
К верхней плите штампа 1 крепится пуансонодержатель 2 с тремя пуансонами. Для предохранения верхней плиты от износа при соприкосновении с пуансонами предусмотрена плита подкладная 14.
Для совмещения оси ползуна с центром давления штампа предусмотрен хвостовик 16, который крепится винтами 15 к верхней плите.
Съем детали с пуансонов осуществляется при помощи подвижного съемника 4, который одновременно выполняет функцию прижима, оснащенного двумя пружинами 12.
Детали после последней операции удаляются из штампа напровал.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.