7 Переходы штамповки
Наиболее сложным вопросом, возникающим при разработке технологического процесса холодной штамповки, является вопрос о степени совмещённости операций, применять ли сложные и дорогие комбинированные штампы, выполняющие сразу несколько операций, или применять раздельную пооперационную штамповку простыми и более дешёвыми штампами.
Для изготовления данного изделия применяем последовательный тип штампа.
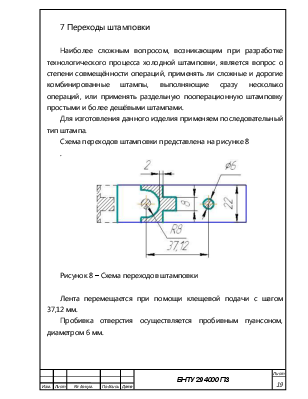
Схема переходов штамповки представлена на рисунке 8
.
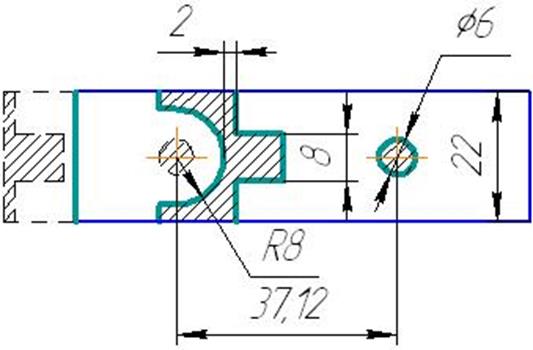
Рисунок 8 – Схема переходов штамповки
Лента перемещается при помощи клещевой подачи с шагом 37,12 мм.
Пробивка отверстия осуществляется пробивным пуансоном, диаметром 6 мм.
Затем, в соответствии со схемой, производится вырубка по контуру, в результате чего формируется окончательный контур предыдущей детали, и намечается контур для последующей. Вырубленная перемычка удаляется в отход. После вырубки соответствующего контура производится гибка на угол 90°. Отштампованная деталь удаляется из зоны гибки напровал.
Отход от ленты удаляется из штампа напровал в тару для отходов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.