






Индивидуальное задание
Исходные данные:
- Номер детали по каталогу №5
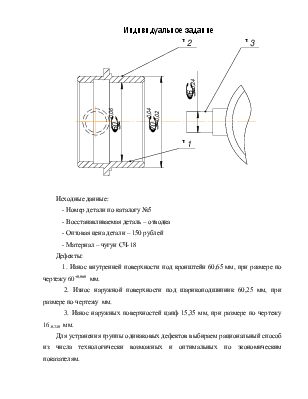
- Восстанавливаемая деталь – отводка
- Оптовая цена детали – 150 рублей
- Материал – чугун СЧ-18
Дефекты:
1. Износ внутренней поверхности под кронштейн 60,65 мм, при размере по чертежу 60+0,060 мм.
2. Износ наружной поверхности под шарикоподшипник 60,25 мм, при размере по чертежу мм.
3. Износ наружных поверхностей цапф 15,35 мм, при размере по чертежу 16-0,240 мм.
Для устранения группы одинаковых дефектов выбираем рациональный способ из числа технологически возможных и оптимальных по экономическим показателям.
При выборе способа восстановления нужно стремится к тому, чтобы можно было данным способом устранить сразу все или большинство имеющихся дефектов.
Обычно при выборе способа применяются три критерия:
1. Технологический критерий. Этот критерий оставляет для последующего анализа лишь те способы восстановления, которые возможны по технологическим возможностям и целесообразны для конкретных дефектов конкретной детали. По технологическому критерию для восстановления нашей детали должны быть отклонены следующие способы: все способы наплавки (износ цапф – из-за малого диаметра; износ внутренней поверхности – из-за физической невозможности наплавить внутреннюю поверхность); обработка под ремонтный размер (из-за снижения прочностных характеристик и нецелесообразности замены сопрягаемых деталей новыми, ремонтными); восстановление клеевыми композитами (из-за знакопеременных нагрузок при эксплуатации).
2. Критерий долговечности. Этот критерий может быть охарактеризован коэффициентом долговечности:

где Тв, Тн – ресурсы восстановленной и новой детали соответственно.
С другой стороны, критерий долговечности может быть найден:
![]()
где Ки, Кв, Кс – коэффициенты износостойкости, выносливости и сцепляемости покрытий.
Кп – поправочный коэффициент, учитывающий фактическое снижение ресурса восстановленной детали в условиях реальной эксплуатации. Кп=0,8…0,9.
Для анализа по критерию долговечности оставляем:
- металлизация;
- осталивание;
- хромирование;
- плазменное напыление порошка на никелевой основе.
Металлизация: ![]()
Осталивание: ![]()
Хромирование: ![]()
Плазменное напыление: ![]()
Наибольший коэффициент долговечности 2,35 при хромировании и 1,13 при плазменном напылении. Эти два способа и оставляем для дальнейшего анализа.
3. Технико-экономический критерий. Этот критерий связывает стоимость восстановления с ее ресурсом после восстановления.
Целесообразность восстановления выглядит следующим образом:
![]()
где Св – стоимость восстановленной детали;
Сн – стоимость новой детали;
Сост – остаточная стоимость детали.
Окончательный способ восстановления тот, который обладает минимальным значением коэффициента технико-экономической эффективности.

где Св – стоимость восстановленной детали (считаем, что данные методы уже освоены на данном предприятии, поэтому затраты на осуществление данной технологии не учитываем).
Хромирование: 
Плазменное напыление: 
Выбираем по наименьшему коэффициенту – хромирование, как наиболее оптимальный способ для восстановления нашей детали.
Составление технологии на комплекс дефектов.
1. Мойка
2. Дефектация
3. Шлифование
4. Хромирование
5. Шлифование
6. Контрольная операция
1. Операция очистки и мойки.
Для мойки и очистки деталей двигателей, ходовой части рекомендуют погрузные моечные машины.
Выбираем машину ОМ 14266.
Производительность ![]() , объем моющего раствора
, объем моющего раствора ![]() . Максимальный размер очищаемых деталей
. Максимальный размер очищаемых деталей ![]() м.
м.
В качестве моющего раствора принимаем синтетические моющие средства типа лабомид 203, МЛ-52 или МС-8.
За час будет вымыто 600 деталей (при массе детали 0,6 кг).
Оперативное время составит ![]()
где То – основное время; То=15 мин.
Тв – вспомогательное время; Тв=10 мин.
![]() ,
примем дополнительное время Тдоп = 5 мин.
,
примем дополнительное время Тдоп = 5 мин.
Тогда ![]()
Количество загружаемых деталей в машину составит 300 шт., при коэффициенте использования машины в смену Кисп=0,7 и продолжительности смены 7 часов, за всю смену будет очищена партия из n деталей:
![]()
Норма подготовительно-заключительного времени на одну деталь:
Тогда технически обоснованная норма времени: ТН=0,116 мин.
2. Операция дефектовки и контроля
Проводится дефектовка деталей и выявление износов, а в конце контроль размеров восстановленной детали.
Приборы и инструменты для измерения:
1. Нутромер микрометрический 50-75 ГОСТ 10-58
2. Микрометр МК 50-75 ГОСТ 6507-60
3. Микрометр МК 10-25 ГОСТ 6507-60
Примем для измерения:
- наружных поверхностей То =0,8 мин., Тпз=0,3 мин/дет.
- внутренних поверхностей То =1,0 мин., Тпз=0,3 мин/дет.
- Тдоп – 5% от То.
Тогда Тшт=То+Тдоп+Тпз
1-й дефект: Тшт=1,0+0,05+0,3=1,35 мин.
2-й и 3-й дефекты: Тшт=0,8+0,04+0,3=1,14 мин.
Всего на одну деталь: Тшт=1,35+1,14*2=3,63 мин.
Общее время на дефектовку и контроль 7,26 мин.
3. Операция шлифования.
Первое шлифование применяется для исправления формы и придания необходимой шероховатости, второе – для доводки детали под окончательный размер.
Первое шлифование: принимаем для всех 3-х поверхностей глубину резания t=0,02 мм, тогда число проходов:
где z – припуск на шлифование в мм на сторону.
Принимаем ширину круга Вк=20 мм.
Выбираем подачи:
- при шлифовании первого дефекта:
![]()
- при шлифовании второго и третьего дефектов подачи выбираем из таблицы, т.к. эта формула не годится для расчета, потому что шлифуются узкие шейки:
![]()
![]()
Окружная скорость детали при шлифовании первого дефекта Vд=20 м/мин.
Необходимые частоты вращения:
- при шлифовании первого дефекта:

- при шлифовании второго и третьего дефекта выбираем из таблицы:
![]()
![]()
Основное время при шлифовании:
 - для первого дефекта;
- для первого дефекта;
 - для второго и третьего дефектов (при поперечной подаче).
- для второго и третьего дефектов (при поперечной подаче).
где L – длина продольного хода стола,
![]()
l – длина шлифуемой поверхности, мм
S – продольная или поперечная подача, мм/об.
k – коэффициент выхаживания,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.