
05.10.01 Абрамов И.В. Р-173
Лабораторная работа №21.
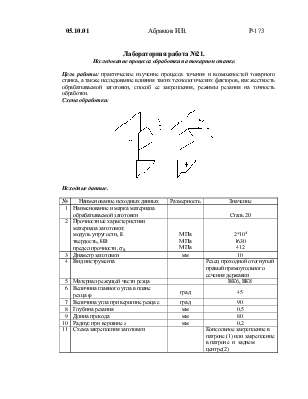
Исследование процесса обработки на токарном станке.
Цель работы: практическое изучение процесса точения и возможностей токарного станка, а также исследование влияния таких технологических факторов, как жесткость обрабатываемой заготовки, способ ее закрепления, режимы резания на точность обработки.
Схема обработки:
Исходные данные.
|
№ |
Наименование исходных данных |
Размерность |
Значение |
|
1 |
Наименование и марка материала обрабатываемой заготовки |
Сталь 20 |
|
|
2 |
Прочностные характеристики материала заготовки: модуль упругости, E твердость, HB предел прочности, sB |
МПа МПа МПа |
2*104 1630 412 |
|
3 |
Диаметр заготовки |
мм |
10 |
|
4 |
Вид инструмента |
Резец проходной отогнутый правый прямоугольного сечения державки |
|
|
5 |
Материал режущей части резца |
ВК6, ВК8 |
|
|
6 |
Величина главного угла в плане резца j |
град |
45 |
|
7 |
Величина угла при вершине резца e |
град |
90 |
|
8 |
Глубина резания |
мм |
0,5 |
|
9 |
Длина прохода |
мм |
80 |
|
10 |
Радиус при вершине z |
мм |
0,2 |
|
11 |
Схема закрепления заготовки |
Консольное закрепление в патроне (1) или закрепление в патроне и заднем центре(2) |
Выполнение расчетов.
1) Диаметр детали по обработанной поверхности (мм)
Dд= Dз-2*h = 9, где
Dз- диаметр заготовки; h- глубина резания
2) Определение расчетного S0 и паспортного Sст. значений подачи.
Расчетное
значение подачи  ;
;
So = 0.207(мм/об).
Паспортное значение подачи: S = 0.2(мм/об).
3) Расчет скорости резания Vp и определение числа оборотов шпинделя np.
 ;
;
Vp= 116,21(м/мин)
Np=1000*Vp/3.14* Dз = 3699(об/мин)
4) Корректировка числа оборотов по паспорту станка nст. и соответственно пересчет скорости резания Vф.
Число оборотов по паспорту станка: ncт =2500(об/мин)
Откорректированная скорость резания:
V= 3.14* Dз* ncт /1000 = 78.5(м/мин)
5) Расчет радиальной составляющей силы резания Py.
![]() ; Py=253.6
; Py=253.6
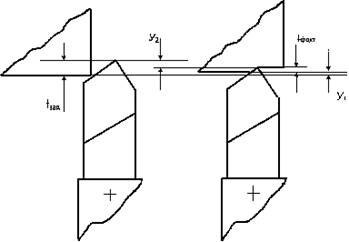
6) Определение величины сжатия детали y1 при различных значениях l.

|
L(мм) |
10 |
20 |
30 |
40 |
50 |
60 |
|
У(2), к=100 |
0,015 |
0,12 |
0,14 |
0,16 |
0,2 |
0,21 |
|
У(1), к=3 |
0,001 |
0,008 |
0,025 |
0,096 |
0,12 |
0,2 |
L – длина участка заготовки, м;
Е – модуль упругости, МПа;
J – момент инерции поперечного сечения, м4;
K – коэффициент, зависящий от способа закрепления детали
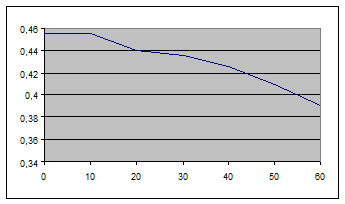
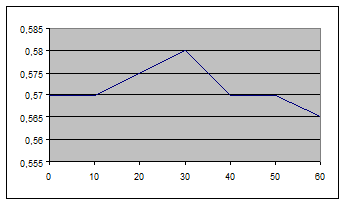
7) Определение изменения фактической глубины резания по длине заготовки
|
L(мм) |
10 |
20 |
30 |
40 |
50 |
60 |
|
Диаметр детали Закреплена с 1 конца |
9.09 |
9.12 |
9.13 |
9.15 |
9.18 |
9.22 |
|
Отклонение |
0 |
0.015 |
0.14 |
0.18 |
0.21 |
0.25 |
|
L(мм) |
10 |
20 |
30 |
40 |
50 |
60 |
|
Диаметр детали Закреплена с 2 сторон |
8.86 |
8.85 |
8.84 |
8.86 |
8.86 |
8.87 |
|
Отклонение |
0 |
0.0575 |
0.58 |
0.57 |
0.057 |
0 |
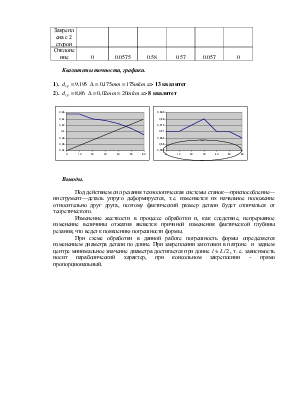
Квалитеты точности, графики.
1). ![]()
![]() => 13 квалитет
=> 13 квалитет
2). ![]()
![]() => 8 квалитет
=> 8 квалитет

Выводы.
Под действием сил резания технологическая системы станок—приспособление—инструмент—деталь упруго деформируется, т.е. изменяется их начальное положение относительно друг друга, поэтому фактический размер детали будет отличаться от теоретического.
Изменение жесткости в процессе обработки и, как следствие, непрерывное изменение величины отжатия является причиной изменения фактической глубины резания, что ведет к появлению погрешности формы.
При схеме обработки в данной
работе погрешность формы определяется изменением диаметра детали по длине. При
закреплении заготовки в патроне и заднем центре минимальное значение диаметра
достигается при длине ![]() , т. е. зависимость носит
параболический характер, при консольном закреплении – прямо пропорциональный.
, т. е. зависимость носит
параболический характер, при консольном закреплении – прямо пропорциональный.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.