2.4. Расчёт давления металла на валки в чистовой группе клетей
Химический состав стали Ст3сп по ГОСТ 380-94:
C=0,20%
Mn=0,60%
Cr=0,30%
Температура прокатки
стали Ст3сп в 15 и 16 проходах : ![]()
![]()
Клеть №16
Катающий радиус валков:

Длина дуги захвата:
![]()
Средняя ширина полосы:

Контактная площадь:
![]()
Коэффициент трения (по методу Экелунда):
![]()
Коэффициент, учитывающий содержание легирующих элементов в стали:
![]()
![]()
Коэффициент вязкости:
![]()
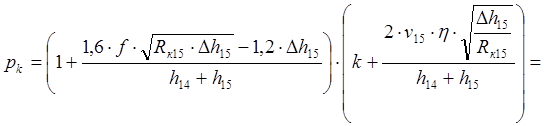
Удельное давление металла на валки:


Давление металла на валки:
![]()
Клеть №15
Катающий радиус валков:

Длина дуги захвата:
![]()
Средняя ширина полосы:

Контактная площадь:
![]()
Коэффициент трения (по методу Экелунда):
![]()
Коэффициент, учитывающий содержание легирующих элементов в стали:
![]()
![]()
Коэффициент вязкости:
![]()
Удельное давление металла на валки:

Давление металла на валки:
![]()
2.5. Расчёт прокатных валков чистовой клети
на прочность
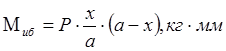
1) Изгибающий момент, действующий в сечении бочки валка:
 ;
;
где: Р- давление металла на валки, кг
![]() ;
;
х- расстояние от центра шейки валка до центра калибра, мм
![]()
а- длина валка с учётом длины шейки валка, мм
![]()

2) Момент сопротивления поперечного сечения бочки валка на изгиб:
![]() ;
;
где: D- диаметр бочки валка, мм
![]()
![]()
3) Крутящий момент, действующий в шейке валка со стороны привода:
![]() ;
;
где: φ- коэффициент положения равнодействующей давления на валки
φ=0,65÷0,75;
![]()
4) Напряжение изгиба бочки валка:

5) Результирующее напряжение:
![]() ;
;
где:
![]() - длина шейки валка, мм
- длина шейки валка, мм
![]() ;
;
![]() - диаметр шейки валка, мм
- диаметр шейки валка, мм
![]()

![]()
6) Допустимое напряжение, исходя из пятикратного запаса прочности:
![]()
![]()
![]()
Исходя из данного расчёта делаем вывод, что при прокатке круглой стали ø20 в чистовой клети не произойдёт излом валка.
2.6. Дефекты круглой стали
2.6.1 Дефекты формы и размеров
Внутренний диаметр профиля выходит за пределы допуска - возникает из-за износа калибра валков чистовой клети. Чтобы устранить этот дефект, необходимо проверить выработку калибра чистовой клети и при необходимости сделать переход на новый калибр.
2.6.2 Дефекты поверхности
Волосовина- дефект, образующийся на поверхности металла при деформации имеющихся в нём неметаллических включений; имеет нитевидную форму.
Раскатанный пузырь- дефект, образующийся при раскатке наружного или поверхностного пузыря заготовке; имеет вид прямолинейной, различной протяженности и глубины тонкой трещины.
Слиточная рванина- дефект, образующийся в начале прокатки по участкам слитка поражёнными литейными дефектами.
Раскатанная трещина- дефект, образующийся при раскатке продольной или поперечной трещины; представляет собой разрыв металла.
2.6.3 Внутренние дефекты
Внутренняя трещина- дефект, образующийся вследствие нарушения технологии литья заготовки, нагрева заготовки перед прокаткой, а также охлаждения готового проката; представляет собой внутренние полости.
СПИСОК ЛИТЕРАТУРЫ
1. Литовченко Н. В.- «Калибровка профилей и прокатных валков». Москва, издательство «Металлургия», 1990-432с.
2. Чекмарев А. П. - «Калибровка прокатных валков». Москва, издательство «Металлургия», 1971- 512с.
3. Целиков А. И.- «Машины и агрегаты металлургических заводов», том 3. Москва, издательство «Металлургия», 1988-680с.
4. Вахлер Б. Л.- «Водоснабжение и водоотведение на металлургических предприятиях». Москва, издательство «Металлургия», 1977-319с.
5. Шевакин Ю. Ф.- «Обработка металла давлением». Москва, издательство «Металлургия», 1972-428с.
6. Технологическая инструкция «Производство сортового проката и катанки на непрерывном мелкосортно-проволочном стане 320/150». Комсомольск-на-Амуре, 2004-98с.
7. Инструкция БТИ-70-01-02 «Техника безопасности контролёров приёмки, отгрузки готовой продукции». Комсомольск-на-Амуре, 2002-50с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.