Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«Комсомольский-на-Амуре государственный технический университет»
Институт КПМТО
Кафедра МиТЛП
Лабораторная работа №2
По дисциплине: теория ОМД.
Тема: течение металла при посадке.
Преподаватель: Е.А. Тютина
Выполнил студент группы 5ОД-1 В.Н. Никоненко
2009
Цель работы: закрепить знания о влиянии внешнего трения на процесс деформации и на характер течения металла; изучить принцип действия лабораторного пресса.
1. ОСНОВНЫЕ СВЕДЕНИЯ
При создании технологических процессов обработки металлов давлением важное значение имеет оценка соотношения между перемещениями металла в разных направлениях. Качественная оценка осуществляется на основе принципа наименьшего сопротивления, сформулированного С.И. Губкиным: в случае возможности перемещения точек деформируемого тела в различных направлениях каждая его точка перемещается в направлении наименьшего сопротивления.
Наиболее наглядное проявление принципа наименьшего сопротивления наблюдается при осадке (сжатии) металлического образца между параллельными плитами: в результате действия внешней силы в вертикальном направлении высота деформируемого тела уменьшается, а вследствие сплошности металла поперечное сечение в горизонтальной плоскости увеличивается. В случае действия сил трения на контактной поверхности образца и инструмента сопротивление течению каждой частицы металла в горизонтальной плоскости будет различным. Согласно правилу А.Ф. Головина, перемещение частицы тела в плоскости, перпендикулярной к линии действия внешней силы, происходит по кратчайшей нормали к периметру сечения. Следовательно, максимальную конечную деформацию тело получит по тем направлениям, по которым будет перемещаться наибольшее число частиц.
Контактные поверхности деформируемого тела, например параллелепипеда, и сечения в горизонтальной плоскости можно разделить на четыре участка (1, 1, 2, 2) биссектрисами углов и линией соединяющей точки пересечения биссектрис (рис. 1).
Рис. 1. Участки с возможными направлениями течения частиц металла.
Эта линия и биссектрисы являются геометрическим местом точек, соответствующих началу нормалей одинаковой длины, следовательно, линиями раздела участков с разными возможными направлениями перемещения частиц.
Как следует из рис. 1, основное число частиц расположено на участках 1, следовательно, первоначально преобладающими направлениями перемещения металла будут нормали к большим сторонам сечения. По мере увеличения степени осадки образца форма периметров его поперечных сечений стремится к эллипсу, а затем эллипсы преобразуются в круги и далее движение точек происходит по радиусам.
Эта закономерность выражается правилом наименьшего периметра: поперечное сечение призматического или цилиндрического тела при осадке с наличием контактного трения стремится принять форму, имеющую при данной площади наименьший периметр, т. е. стремится к кругу.
Следует иметь в виду, что кратчайшая нормаль является направлением наименьшего сопротивления только при наличии значительного и изотропного (равномерно распределенного) контактного трения.
Принцип наименьшего сопротивления и правило наименьшего периметра используются при назначении режимов деформации промышленных процессов. Например, штамповка круглой в плане поковки может быть осуществлена из заготовки с квадратным в плане сечением. При продольной прокатке поперечная деформация (уширение) тем больше, чем меньше ширина контактной поверхности и больше длина очага деформации; наоборот, продольная деформация тем больше и тем меньше уширение, чем меньше диаметр валков.
2. ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, ОБРАЗЦЫ
Эксперимент выполняется на прессе усилием до 300 кН. Для деформации используются два образца из свинца: куб размерами 10x10x10 мм и параллелепипед размерами 10x10x20 мм. Размеры образцов измеряются штангенциркулем с погрешностью 0,25...2,5 %.
3. ПОРЯДОКПРОВЕДЕНИЯРАБОТЫ
1. Выполнить эскизирование (обводку по периметру) образцов до деформации и измерить их размеры.
2. Провести деформацию (осадку) куба на прессе последовательно с усилием 4, 8, 20 и 50 кН.
3. Провести осадку параллелепипеда на прессе последовательно с усилием 8, 30, 50 и 200 кН.
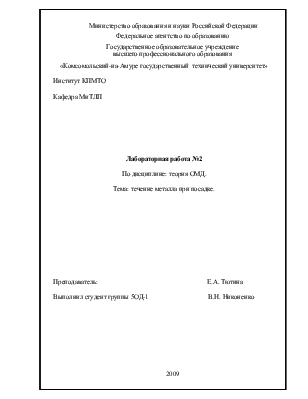
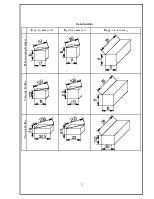
4. После каждой операции деформации измерить высоту, ширину, длину (для куба также и диагонали) образцов (рис. 2), по три измерения на размер.
5. После каждой стадии деформации обвести образцы по периметру на отдельном листе бумаги с указанием схемы течения металла и соответствующего усилия.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.