На одном бланке КЭ можно размещать два и более эскизов к различным операциям или переходам. В этом случае над каждым изображением указывают номер операции или перехода и подчеркивают, а в основной надписи номер операции не указывают.
Хотя ГОСТом предусмотрены первые и последующие листы КЭ, допускается использовать только форму 7а.Эта мера позволяет сократить объем записей в основной надписи, т.к. .обозначение ОК заносится в графу 22 основной надписи КЭ (см.табл.3) и указывается номер операции. Так, что путаница исключена.
Изображение изделия на эскизе допускается упрощать, но только за счет тех поверхностей или элементов, которые не подвергаются обработке на проектируемой операции. Изделие изображается в соответствии с принятой схемой базирования, с нанесением условных обозначений баз, опор , зажимов и установочно-зажимных устройств по ГОСТ 3.II07-8I.
Все обрабатываемые поверхности изделия на эскизе должны быть выделены линией толщиной 2s, содержать все необходимые размеры с указанием предельных отклонений и иметь обозначение параметров шероховатости, достигаемые на данной операции. При нанесении размеров и параметров шероховатости необходимо соблюдать соответствующие НТД: ГОСТ 2.307-68, ГОСТ 2.308-79, ГОСТ 2.309-73. Допускается обозначение преобладающего параметра шероховатости ставить в правом верхнем углу КЭ, а остальные обозначения на соответствующих поверхностях детали. При большой концентрации операций, особенно когда один эскиз разработан к нескольким операциям, выделение обрабатываемых поверхностей утолщенной линией не обязательно.
В зависимости от принятой формы записи содержания операции или перехода,
все размеры или конструктивные элементы детали, обрабатываемые по данному
эскизу, нумеруют арабскими цифрами. Номер размера соединяется с продолжением
размерной линии, а номер элемента
или поверхности соединяется выносной линией с требуемой поверхностью. Номера
проставляются в окружности диаметром 6-8мм, Эти обозначения не должны затемнять
эскиз, а нумерацию следует производить в направлении часовой стрелки. При
выполнении в одном документе нескольких эскизов к разным операциям одного
технологического процесса, допускается сквозная нумерация обрабатываемых
поверхностей или конструктивных элементов, несмотря на то, что одна и та же
поверхность на разных этапах обработки будет иметь разные номера.
На рис.I5 представлены два варианта оформления эскиза с различным принципом нумерации. На практике возможно сочетание этих вариантов, т.е. поверхности требующие сложного метода обработки оформляют как на рис.I5 а, остальные - как на рис 15б.
Технические требования, если это необходимо, следует помещать на свободном поле справа от изображения или под
под ним, и излагать в соответствии с ГОСТ 2.316-68.
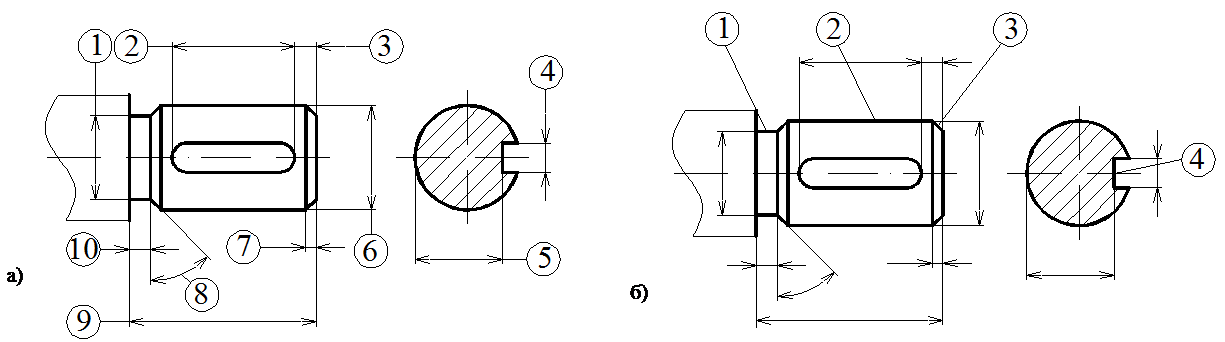 |
Рис 15 Варианты оформления операционного эскиза
|
Поэтому в соответствующие графы ОК эта информация вносится в сокращенной форме, а именно:
§ только наименование операции (без кода);
§ модель оборудования (без кода). Для станков с ЧПУ после обозначения модели через запятую указывается обозначение устройства ЧПУ;
§ марка материала (без указания НТД).
Содержание остальных граф основной надписи операци-
онной карты понятно из рисунка 16.
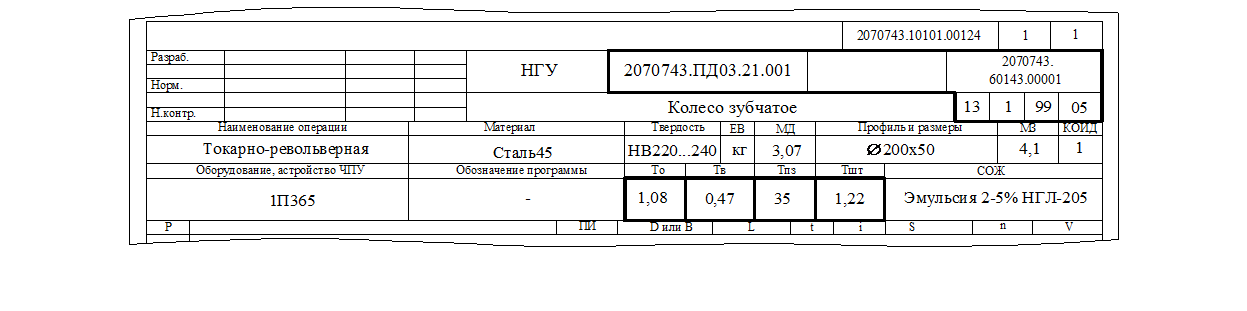 |
Рис. 16 Пример заполнения первого листа операционной карты
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.