заключается в определении основных параметров:
τр - такт поточной линии, мин;
Сi - число рабочих мест на линии;
L - длина поточной линии, м;
VK - скорость движения конвейера, м/мин
6.1. Расчет такта поточной линии:
где m - число рабочих смен;
Ф - годовой фонд при работе в одну смену;
Nг - годовая программа выпуска изделий;
η - коэффициент технологических потерь, η = 1.02;

6.2. Расчет ритма поточной линии:
![]()
где n - число изделий в “группе” ( годовая программа – 15000 изделий;
время всех операций для одного изделия Тшт = 40 мин,
следовательно, сменная норма будет составлять 60 изделий
и необходимо изготовление 10 “групп” по 5 изделий.)
τр - такт поточной линий;
![]() мин.
мин.
6.3. Определение количества рабочих мест на линии:
 ,
,
 рабочих мест.
рабочих мест.
Изм
лист
№ докум
6.4. Определение коэффициента загрузки рабочих мест по операциям:
 ,
,
6.5. Распределение операций по рабочим местам:
1 рабочее место – 05,10,15,20,25,35 операции (8,05 мин);
2 рабочее место – 30,40,45,55 операции (7,02 мин);
3,4 рабочее место – 50 операция (16,71 мин);
5 рабочее место – 60,65,70,75,80 операции (8,3 мин);
7.5. Определение скорости движения конвейера:
 ,
,
где Lуд - расстояние между людьми на поточной линии.
При расположении рабочих мест с 2-х сторон в шахматном порядке
Lуд = 0.8
Изм
лист
№ докум
7.6. Определение длины конвейера:
 ,
,
Изм
лист
№ докум
7. Расчет технологической точности
Размерной цепью называется замкнутая цепь размеров, определяющих точность относительного расположения осей и поверхностей одной детали или нескольких деталей в сборочном соединении. Оценку точности изготовления детали производим по методу полной взаимозаменяемости. Допуски на звенья размерной цепи представлены в таблице 7.1 (по 14 квалитету).
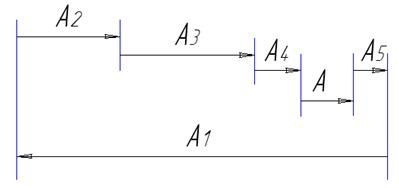
Рис.1 Схема размерной цепи
Параметры размеров входящих в размерную цепь Таблица 7.1
|
Номинальное значение |
Допуск |
Поле допуска |
Макс. размер |
Мин. размер |
e |
Прим. |
|
|
А1 |
60 |
0,74 |
+0,74 |
60,74 |
60 |
+1 |
увелич. |
|
А2 |
20 |
0,52 |
±0,26 |
20,26 |
19,74 |
-1 |
уменьш. |
|
А3 |
30 |
0,62 |
±0,31 |
30,31 |
29,69 |
-1 |
уменьш. |
|
А4 |
3 |
0,3 |
+0,3 |
3,3 |
3 |
-1 |
уменьш. |
|
А5 |
1,6 |
0,25 |
+0,25 |
1,85 |
1,6 |
-1 |
уменьш.. |
7.1. Определение номинального значения замыкающего звена:

7.2. Определение максимального значения замыкающего звена:

7.3. Определение минимального значения замыкающего звена:

7.4. Определение допуска замыкающего звена:
![]()
Изм
лист
№ докум
7.5. Определение поля допуска замыкающего звена:
![]()
![]()
В результате получено звено ![]() .Допуск замыкающего звена равен 2,8 мм.
.Допуск замыкающего звена равен 2,8 мм.
Изм
лист
№ докум
8. ВЫБОР ОБОРУДОВАНИЯ И ОСНАСТКИ
При оборудовании рабочего места необходимо соблюдать санитарно - гигиенические нормы и правила, требования техники безопасности, требования по эргономичности для данного вида робот. При этом организация рабочего места должна обеспечивать максимальную производительность и наилучшее качество работы, при безопасных условиях труда.
Технологический процесс сборки блока питания производится большей частью операций вручную - это установка ЭРЭ. Выберем оборудование для пайки волной припоя и тип монтажных столов для установки ЭРЭ, а также пинцет для установки ЭРЭ на печатную плату.
8.1. Выбор оборудования для пайки:
Оборудование для пайки волной припоя Таблица 8.1
|
№ |
Марка оборудования |
Скорость, м/мин |
Масса припоя, кг |
Объем флюса, л |
Занимаемая площадь,кв. см |
|
1 |
АП-10, Россия |
0,5 - 3,9 |
100 |
10 |
250х200 |
|
2 |
ТДС, Hollis США |
0 – 2 |
400 |
7 |
250х200 |
|
3 |
436 Electrovert, Канада |
0 – 6 |
310-700 |
10 |
300х250 |
При выборе оборудования для пайки волной припоя необходимо руководствоваться техническими характеристиками установок (скорость конвейера, ширина волны припоя, направление волны и т.д.). Исходя из этих соображений выберана установка АП-10, так как при практически одинаковых технических характеристиках она более ремонтопригодна и удовлетворяет своими габаритами в условиях ограниченной производственной площади.
8.2. Выбор монтажных столов.
Монтажные столы Таблица 8.1
|
Наименование оборудования |
Размеры, мм |
Макс. нагрузка, кг |
|
ТР – 510 – 3 (Treston) |
750 х 1200 |
150 |
|
УРМ 1.5 ОЗАП ОАО “МОСЭНЕРГО” |
600 х 1500 |
150 |
Для цеха сборки блока выбираем стол ТР–510–3 (Treston), так как он удовлетворяет своими габаритами в условиях ограниченного участка. В данном столе рабочая зона, защищенная от статических разрядов, предотвращает выход из строя электронных компонентов. Рабочий стол и сам оператор заземлены через проводник сопротивлением 1 МОм.
Изм
лист
№ докум
8.3. Выбор пинцета:
Выбрать пинцет для установки ЭРЭ на печатную плату из следующего списка:
- Пинцет ПГТМ 120 с гладкими губками с диэлектрическим корпусом длиной 120 мм.
- Прямой пинцет-захват ПЗП 120 длиной 120 мм.
- Угловой пинцет-захват ПЗУ 120 длиной 120 мм.
Для установки ЭРЭ на печатную плату выбран угловой пинцет-захват ПЗУ 120 ОСТ4 ГО.060.013 АТТ6.890.014 длиной 120 мм, так как он наиболее удобен для установки на печатную плату ЭРЭ с отформованными выводами.
Изм
лист
№ докум
9. ОПРЕДЕЛЕНИЕ НЕОБХОДИМЫХ ПЛОЩАДЕЙ И РАЗРАБОТКА ПЛАНА РАСПОЛОЖЕНИЯ ОБОРУДОВАНИЯ И РАБОЧИХ МЕСТ.
При разработке компановки РТК сборки и монтажа РЭА основное внимание уделяют расчету занимаемой им производственной площади, определяемой по формуле:
![]()
где l – длина основного оборудования вдоль фронта (длина поточной линии)
b – расстояние от стены или колонны до рабочего места;
d – величина прохода между оборудованием;
h – ширина основного технологического оборудования;
c – расстояние между оборудованием по ширине.
Планировка участка поточной линии изображена на чертеже ПТЭС.436234.001 УП
Согласно чертежу выбранные размеры составляют:
l = 2800 мм; b = 1200 мм; d = 1900 мм; h = 1200 мм; c = 1200мм.
Тогда производственная площадь равна:
![]()
Минимальная производственная площадь расположения поточной линии на участке сборки блока управления платформами наведения
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.