Процесс контроля происходит в диспетчерском пункте, где на основе схемы производства координируется запуск необходимого оборудования и регулируются их параметры .
После внедрения АС ПСК технологический процесса обогащения выглядит так (Таблица 2).
|
Этап |
№ |
Операции |
Оборудование |
Признак автоматизации |
|
1 |
1 |
Отсев камней и других твёрдых пород из глины |
Камневыделительные вальцы |
Автоматизировано |
|
2 |
Дробление и смешивание разных сортов |
Ящичный питатель |
Автоматизировано |
|
|
3 |
Прессование |
Гладких вальцы |
Автоматизировано |
|
|
4 |
Формирование кирпича |
Ленточный горизонтальный пресс |
Автоматизировано |
|
|
5 |
Повышение физико-химических свойств |
Система нанесение влагозадерживающих составов |
Автоматизировано |
|
|
6 |
Отсечение кирпича от глиняной ленты |
Резательный аппарат |
Автоматизировано |
|
|
2 |
7 |
Сушка кирпича |
Сушила |
Не автоматизировано |
|
3 |
8 |
Прогрев |
Взятие проб |
Автоматизировано АС ПСК |
|
9 |
Обжиг |
Придание необходимых физико-механических свойств |
Автоматизировано АС ПСК |
|
|
10 |
Охлаждение |
Охлаждение изделие |
Автоматизировано АС ПСК |
Таблица 2 – Технологический процесс производства
строительного кирпича после внедрения АС ПСК
3. Основные технические решения
3.1 Система контроля и управления непрерывным производством СК
Технологическая система контроля и управления технологическим процессом изображена на Рисунке 1.

Рисунок 1 - Структурная схема системы контроля и управления
Технологическим процессом
В состав комплекса устройства контроля и управления АСУТП входят:
1) Программируемые логические контроллеры (рисунок 2), которые обеспечивают:
- Прием сигналов управления с рабочей станции оператора.
- Перекодировка и формирования команд и сигналов управления оборудованием.
- Передача отчетов о выполнении команд на рабочую станцию.
- Передача данных о состоянии оборудования.
- Блокировка оборудования при возникновении аварийной ситуации.

Рисунок 2 – логический контроллер семейства SIMATIC S7-300
2) Локальный пульт управления оборудованием, позволяющий давать урезанный список команд контроллеру непосредственно на месте установленного оборудования (рисунок 3).
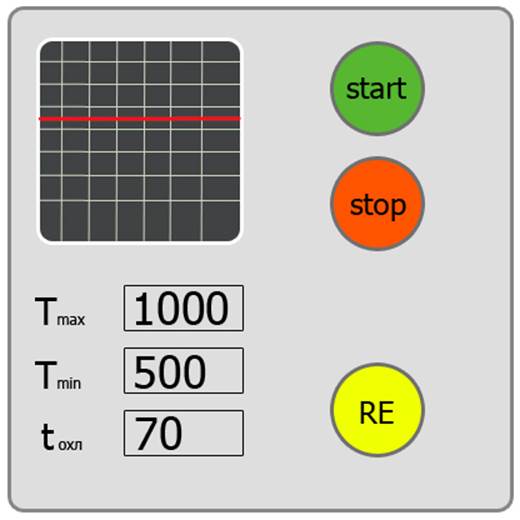
Рисунок 3 – Мониторинг и управление ТП посредством локального управляющего пульта
3) Ремонтное оборудование, позволяющее непосредственно влиять на технологический процесс, в целях устранения неисправностей.
4) Рабочая станция (местная или централизованная), позволяющая дистанционно управлять и контролировать технологический процесс.
3.2 Техническое и программное обеспечение системы контроля и управления технологическим процессом
Основная часть АСУТП реализуется с использованием программируемых логических контроллеров, их модульная конструкция обеспечивает удобство обслуживания и позволяет легко вносить изменения в конфигурацию системы управления.
Рабочая станция оператора реализуется на ЭВМ или современных компьютерах, технические характеристики которых должны удовлетворять следующим требованиям:
- Процессор Intel/AMD от 2,2 GHz.
- Оперативная память от 128 Mb.
- Место на жестком диске от 1 Гбайт.
- Видеокарта от 64 Mb RAM.
- Сетевая карта 10/100 Mb.
- Windows XP SP3, Linux или Mac OS X.
- Монитор, клавиатура, мышь.
- Микрофон, колонки или наушники для воспроизведения звука.
- Дополнительные порты для подключения управляющих контроллеров.
Информационное и программное обеспечение рабочей станции оператора строится на базе специализированного SCADA - пакета GENESIS 32, он позволяет:
- Снизить общие затраты на создание информационного и программного обеспечения системы контроля и управления.
- Обеспечить необходимую динамичность и надежность обмена информацией между контроллерами и рабочими станциями АСУТП.
- Разработать благоприятный интерфейс для графического отображения информации оператору.
3.3 Алгоритмическое и информационное обеспечение системы
Алгоритмы контроля и управления АСУТП предусматривают:
- Обработку и анализ данных получаемых с объекта.
- Кодировка передаваемых на объект управляющих команд.
- Блокировку оборудования при возникновении аварийной ситуации.
Информационным обеспечением рабочей станции оператора предусмотрено:
- Связь с контроллером обжиговой печи и другого оборудования АСУТП.
- Вывод информации оператору.
- Передача управляющих команд контроллеру.
Отображение информации оператору осуществляется посредством видеокадров на мониторе рабочей станции (Рисунок 4).

Рисунок 4 – Регуляторы и показатели ТП обжига сырца
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.