Кривизна досок и брусьев. Дефект обработки в виде неплоских параллельных поверхностей, сформированных в результате перемещения распиливаемого материала в горизонтальной плоскости. Кривизна может быть плавной по всей длине пиломатериалов или на отдельных участках.
Плавная кривизна по плоскости тонких досок при одинаковой толщине опасности как брак не представляет; как дефект обработки проявляется в толстых досках и брусьях. В толстых досках (толщиной 50 мм и более) этот дефект не допустим, так как не устраняется в процессе сушки и выдержки в пакетах различного исполнения. При распиловке бруса с таким дефектом на втором проходе будут получены все доски с кривизной по кромкам.
Основными причинами кривизны досок и брусьв являются:
- неправильная установка пил (пилы установлены не параллельно рельсовым путям тележек);
- состояние оборудования (рельсы тележек не перпендикулярны осям подающих вальцов ножи направляющего аппарата, оси вальцов механизма подачи не параллельны между собой в горизонтальной плоскости, ножи направляющего аппарата не перпендикулярны осям подающих вальцов);
-недостатки в работе рамщика (бревно подают в распиловку кривизной вбок, преждевременное освобождение бревна из захватов комлевой тележки , ненадежная фиксация бревна захватами комлевой тележки); Крыловатость досок и бруса. Дефект обработки в виде неплоских параллельных поверхностей, сформированных в результате перемещения распиливаемого материала по винтовой линии. Крыловатость может распространяться по всей длине и быть локальной. В пиломатериалах образуется, как правило, при распиловке бревен, если нет надежного их базирования. Пиломатериалы с таким дефектом могут быть получены во время второго прохода, если в распиловку подают брусья, уже имеющие крыловатость.
Основные причины крыловатости:
- неправильная работа пил (при установке пил в пильную рамку нарушена плоскостность полотен, в полотнах образовалась крыловатость
Волнистая поверхность пиломатериалов. Дефект обработки в виде волнообразной формы одной или обеих поверхностей, образующейся в результате боковых отклонений рамных пил или поперечных перемещений распиливаемого материала. Волнистость распространяется по всей длине пиломатериалов из-за неудовлетворительной работы пил или образуется на отдельных участках вследствие плохого состояния оборудования, поверхности бревен и др. Согласованный волнистый распил на всех пиломатериалах свидетельствует о наличии боковых перемещений распиливаемого материала.
Косослой по толщине доски. Дефект распиловки прямослойных бревен и брусьев, образующийся в результате одностороннего смещения материала в процессе его распиловки. При таком движении, например, в сердцевинной доске перерезается сердцевинная трубка и выходит в пласть, что для пиломатериалов высших сортов недопустимо. Диагональный распил приводит к неоправданному снижению выхода и качества пиломатериалов.
Несоответствие фактической толщины пиломатериалов заданной. Дефект распиловки наиболее часто встречается в практике и имеет многофакторную зависимость в системе распиливаемый материал - режущий инструмент - станок.
Низкая чистота обработки поверхности пиломатериалов — большая глубина неровностей, мшистость и бахрома.
Образование вырывав на поверхности пиломатериалов. Естественный процесс формирования поверхностей при пилении в результате взаимодействия режущих элементов зубьев пил с древесиной. Величина вырывов зависит от режимов пиления, режущей способности зубьев пил (затупление и пр.), строения и состояния древесины, качества распиливаемых лесоматериалов.
Образование рисок на поверхностях пиломатериалов. Можно рассматривать как естественный результат процесса рамного пиления, если риски представляют собой граничный след окончания рабочего хода пил без значительного заглубления в пласти. Их величина ограничена (0,75 мм) и зависит в основном от качества подготовки и эксплуатации пил и технического состояния лесопильного оборудования.
Мшистость. Дефект обработки поверхности пиломатериалов, представляющий собой неотделившиеся волокнистые древесные частицы, прочно связанные с массивом.
Снижает товарный вид пиломатериалов и зависит от строения и состояния древесины, режущей способности зубьев пил и режимов пиления.
Бахрома ("ус"). Это неотделившиеся от массива крупные древесные частицы, расположенные на ребре нижней кромки доски со стороны внутренней пласти. Образование бахромы (сплошной по длине или на отдельных участках пиломатериалов) зависит от тех же факторов, что и образование мшистости.
Образование значительной мшистости и бахромы наиболее вероятно при распиловке талой древесины (при температуре свыше 10 С) с косослоем (угол наклона волокон более 10°) затупленными пилами с посылками, превышающими рекомендованные согласно группам качества пиломатериалов.
Виды дефектов обработки пиломатериалов при рамном пилении, причины образования и мероприятия по их предупреждению приведены в табл. Х
Таблица Х
Дефнекты обработки пиломатериалов и их предупреждение
УЛ Табл 92 с 416…425
Таким образом, если принять, что конец бревна длиной 2 м допиливается без зажима в тележке современного типа, при ходе лесопильной рамы 600 мм и числе оборотов 300 в минуту, то бревна можно распиливать без межторцовых разрывов при посылке не более 34—36 мм. Иначе говоря, применяя современные посылки для рамы с ходом 600 мм, можно без межторцовых разрывов распиливать бревна диаметром не менее 20— 22 см. При распиловке же бревен меньшего диаметра будут получаться межторцовые разрывы. Это указывает на то, что для распиловки тонких бревен на быстроходных рамах необходимо применять иные приспособления впереди рамы, обеспечи-
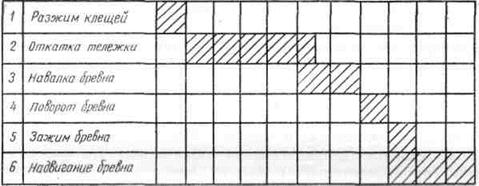
Секунды 1 2 3 4 5 Б 7 8 9 10 11
![]()
Рис. 81. Циклограмма работы рамщика па тележке лесопильной рамы
вающие распиловку торец в торец (например, конвейер или специальные перехватные тележки, позволяющие снизить время цикла тележки до «7—8 сек).
Взаимосвязь времени оборота рамной тележки и распиловки незажатого конца бревна, для распиловки без межторцовых разрывов, выражается формулой
где t- время цикла (оборота) тележки, сек;
l- длина
освобожденного конца бревна, м; ![]() — посылка, мм;
— посылка, мм;
n - число оборотов вала рамы в минуту.
![]() При соблюдении указанного формулой условия распиловка
может происходить без межторцовых разрывов между очередными распиливаемыми
бревнами.
При соблюдении указанного формулой условия распиловка
может происходить без межторцовых разрывов между очередными распиливаемыми
бревнами.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.