На примере шпоночного соединения с призматической формой шпонки рассмотрим точность изготовления размеров деталей и характеристики их соединения. По ГОСТ 23360-78 регламентируются не только размеры шпонок и сечения пазов, но и точность изготовления (допуски) и посадки. Существует три типа сопряжений шпонок: свободный, нормальный и плотный (рис.9.1). Выбор типа сопряжения шпонки определяется технологией изготовления, сборкой, эксплутационными и другими показателями.
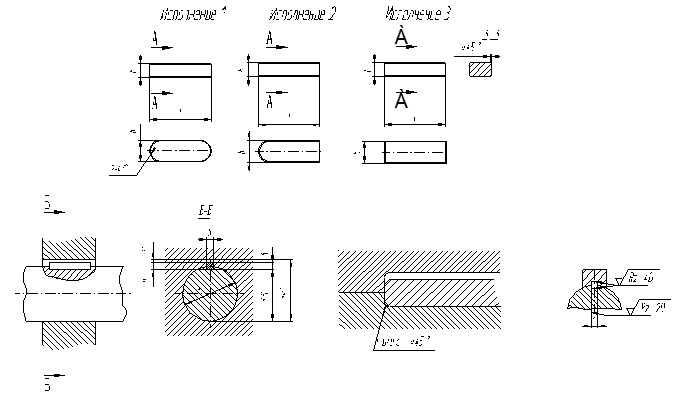
Рисунок 9.1 - Призматические шпонки.
1. Свободный тип сопряжения шпонки обеспечивает большие зазоры и подвижность втулки относительно вала (рис.9.1). Данный тип назначается при автоматической сборке узла, при средних значениях передаваемых крутящих моментах и средней частоте вращения вала. При свободном типе сопряжения посадка шпонки в паз вала (по ширине b) - H9/h9- посадка в системе вала с гарантированным зазором, Smin = 0; посадка шпонки в паз втулки –D10/h10. Шпонка является направляющей, а втулка может перемещаться свободно. Данный тип сопряжения иногда применяется вместо шлицевого соединения. Числовые значения отклонений размеров назначаются по ГОСТ 25347-82, как для гладких деталей. Аналогично устанавливаются отклонения и для всех ниже рассмотренных типов сопряжений.
2. Нормальный тип сопряжений шпонок предопределяет неподвижность шпонки в пазу вала и относительную подвижность в пазу втулки (рис.9.1). Данный тип посадки наиболее распространен и назначается при средних значениях передаваемых крутящих моментах и при большой частоте вращения вала.
Посадка шпонки в паз вала назначается N9/h9, а в паз втулки - JS9/h9. Обе посадки переходные в системе вала, но более плотно шпонка “садится” в паз вала (с учетом шероховатостей и отклонений формы и расположения поверхностей) и посвободнее в паз втулки, т.к. образуется средний зазор Sср (рис.9.1).
3. Плотный тип сопряжения шпонки назначают при больших нагрузках и при необходимости реверсирования. В паз вала и в паз втулки шпонка “садится” по переходным посадкам (рис.9.1). На рис.9.2 и в таблице 9.1 представлены шпоночные соединения с призматической формой шпонки третьего исполнения и с плотным типом сопряжения.
Шпонка 3 – 22 X 14 X 100 ГОСТ 23360 – 78.
Посадки шпонки в пазы втулки и вала Р9/h9. Средними значениями будут натяги Nср. Посадка шпонки в паз вала по длине - H15/ h14, где поле допуска на длину шпонки h14, а допуск на длину паза вала - H15 (табл.9.1).
Контроль деталей шпоночного соединения
В массовом производстве контроль размеров шпонок и присоединительных элементов деталей осуществляют калибрами:
1. С помощью предельных калибров пластин осуществляют контроль пазов вала и втулки.
2. Проверку паза втулки по размеру d+t2 проводят калибрами-пробками.
3. Глубину паза вала, если паз сквозной, осуществляют по размеру d-t1 специальным калибром-кольцом.
4. Для проверки симметричности паза можно использовать вышеуказанные калибры.
При поэлементном контроле деталей шпоночных соединений применяют широко распространенные универсальные средства измерения (СИ) [1, 2, 6, 10, 13].
Таблица 9.1 - Показатели элементов шпоночного соединения
|
Деталь |
Элемент |
Условное обозначение |
Номинальный Размер, мм |
Допуск |
Отклоне - ния |
Примечания |
|
Шпонка призмати- ческая |
Ширина Высота Длина |
b h l |
22 14 100 |
22h9 14h11 100h14 |
0 -0.052 0 -0.110 0 -0.870 |
Основной вал |
|
Вал |
Ширина пазаГлубинапазаДлина паза |
b t1 L |
22 9 107 |
22P9 9 107 |
-0.012 -0.042 +0.2 0 +0.7 -0.7 |
Посадочный размер |
|
Втулка |
Ширина паза Глубина паза |
B t2 |
22 5.4 |
22P9 5.4 |
-0.012 -0.042 +0.2 0 |
Посадочный размер |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.