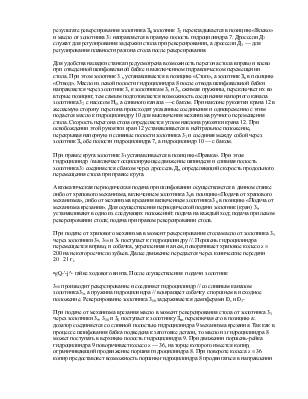


Продольное возвратно-поступательное движение стол может получать либо от механизма ручного перемещения (маховичок 13, цилиндрические зубчатые передачи ( или т^г)-^» реечное колесо z = 10, сцепленное с рейкой), либо от гидравлического привода, через штоки гидроцилиндра 7.
Гидравлическое перемещение стола включается после включения насосной станции, установкой золотника Зх в позицию «продольный ход». Масло от насосной станции через золотник 3,, обратный клапан 14, золотник 33 и реверсивный гидроуправляемый золотник 32 направляется в левую полость гидроцилиндра. Одновременно масло от золотника 3, направляется через кран перегона стола 12 в гидроцилиндр 10 блокировки механизма ручного перемещения стола, который выключает кулачковую муфту Mj.
Из правой полости гидроцилиндра 7 масло вытесняется через золотники 32, 33, 34, дроссель Дг, подпорный клапан 15 в бак. Скорость перемещения стола определяется настройкой дросселя. Реверсирование стола производится автоматическим переключением вспомогательного золотника 35 при помощи переставных упоров 6. В результате реверсирования золотника Зй золотник 32 перекладывается в позицию «Влево» и масло от золотника 32 направляется в правую полость гидроцилиндра 7. Дроссели Д2 служат для регулирования задержки стола при реверсировании, а дроссели Д3 — для регулирования плавности разгона стола после реверсирования.
Для удобства наладки станка предусмотрена возможность перегона стола вправо и влево при отведенной шлифовальной бабке и выключенном гидравлическом перемещении стола. При этом золотник 3 х устанавливается в позицию «Стоп», а золотник Зв в позицию «Отвод». Масло из левой полости гидроцилиндра 8 после отвода шлифовальной бабки направляется через золотник 3, к золотникам 33 и 3„ сжимая пружины, переключает их во вторые позиции; тем самым подготовляется возможность соединения напорного канала золотника 32 с насосом Н1, а сливного канала —-с баком. При наклоне рукоятки крана 12 в желаемую сторону перегона происходят указанные соединения и одновременно с этим подается масло к гидроцилиндру 10 для выключения механизма ручного перемещения стола. Скорость перегона стола определяется углом наклона рукоятки крана 12. При освобождении этой рукоятки кран 12 устанавливается в нейтральное положение, перекрывая напорную и сливные полости золотника 32 и соединяя между собой через золотник Зх обе полости гидроцилиндра 7, а гидроцилиндр 10 — с баком.
При правке круга золотник 34 устанавливается в позицию «Правка». При этом гидроцилиндр / выключает осциллирующее движение шпинделя и сливная полость золотника 32 соединяется с баком через дроссель Д,, определяющий скорость продольного перемещения стола при правке круга.
Автоматическая периодическая подача при шлифовании осуществляется в данном станке либо от храпового механизма, включением золотника 38 в позицию «Подача
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.