По параметру группы информационной базы проверяется наличие в тексте перехода сочетание символов «торец» или «торц». Например, тексты переходов «Подрезать торец как чисто» или «Торцевать как чисто» содержат в себе, вышеперечисленные, сочетания символов. Значит, в этих текстах переходов производиться описание обработки торцевой поверхности.
По параметру группы информационной базы проверяется, содержит ли выбранное технологом оборудование в своем названии сочетание символов «винторез» или «центров». Станки, которые называются токарно-винторезные или токарно-центровые содержат в себе, вышеперечисленные, сочетания символов. Значит, в тексте перехода будет производиться описание обработки торца детали на токарном станке. По этим обработанным данным можно произвести подбор соответствующего оснащения для перехода.
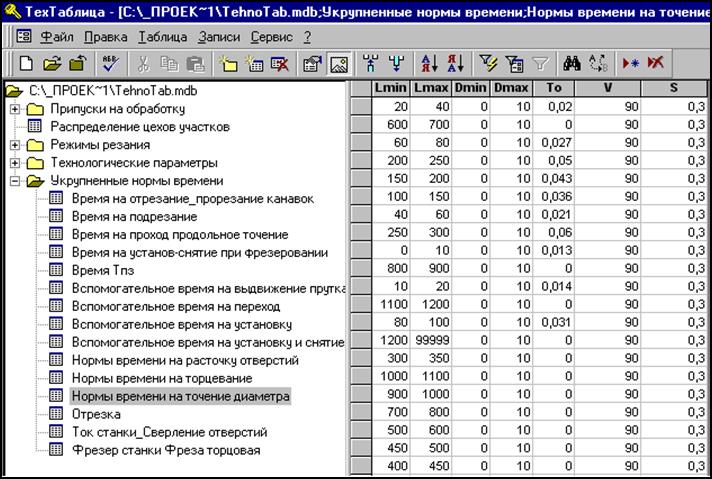 |
Для выбора конкретных значений времени и режимов резания нужно сформировать условие, в котором по параметрам перехода, таким как диаметр и длина, из таблицы будут автоматически выбираться необходимые значения.
[То;Норма] =Таблица(To,Нормы времени на точение диаметра,Lmin <= [L;Пер] И [L;Пер] <= Lmax И Dmin <= [D;Пер] И [D;Пер] <= Dmax) * 60
В этой строке условия из столбца «То» таблицы «Нормы времени на точение диаметра» будет выбрана строка, при условии, что значение длины обработки будет находиться в предела между максимально возможным и минимально возможным значением в столбцах Lmax и Lmin (Lmin <= [L;Пер] И [L;Пер] <= Lmax ) и значение диаметра обработки будет находиться в предела между максимально возможным и минимально возможным значением в столбцах Dmin и Dmax (Dmin <= [D;Пер] И [D;Пер] <= Dmax). Для выбора значений скорости и подачи в условие можно добавить две строки:
[V;Режим] =Таблица(V,Нормы времени на точение диаметра,Lmin <= [L;Пер] И Lmax >= [L;Пер] И Dmin <= [D;Пер] И Dmax <= [D;Пер] )
[S;Режим] =Таблица(S,Нормы времени на точение диаметра,Lmin <= [L;Пер] И Lmax >= [L;Пер] И Dmin <= [D;Пер] И Dmax <= [D;Пер] )
Выражение выбора строки точно такое же, как и в строке выбора нормы основного времени. Полученное из таблицы значения скорости резания и подачи будут внесены в закладку «Режим» на переход. Штучное время на операцию будет просчитано автоматически после нажатия клавиши «Пересчитать».
Система ТехноПро, не требуя дополнительного изучения языков программирования, позволяет технологу полностью автоматизировать свое рабочее место существенно сократить время выпуска технологической документации.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.