Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное
Учреждение высшего профессионального образования
Новосибирский государственный технический университет
Кафедра технологии машиностроения
Лабораторная работа №8
Измерение резьбы на микроскопе инструментальном с цифровым отсчётом (БМИ-1Ц)
Автор : Посельский А.В.
Гега Д.
Дроздов Д.
Специальность: 150900, Технология , оборудование и автоматизация машиностроительных производств
Группа: ТМ-901
Руководитель проекта: Семенова Ю.С.
Оценка:
Новосибирск 2012
ЦЕЛЬ И ЗАДАНИЕ РАБОТЫ:
Освоить методику контроля резьбы метрической; ознакомление с геометрическими параметрами и допусками крепёжной резьбы (ГОСТ 9150- 81, ГОСТ 8724-81, ГОСТ 24705-81, ГОСТ 16093-81); освоение техники измерений на микроскопе БМИ-1Ц.
СРЕДСТВА ИЗМЕРЕНИЯ (СИ) И ПРИНАДЛЕЖНОСТИ:
Микроскоп инструментальный БМИ-1Ц; резьбомер (для измерения шага резьбы Р); деталь с наружной резьбой (болт в соответствии с заданием); валик контрольный для настройки прибора; справочные данные по резьбам и паспорт на БМИ-1Ц.
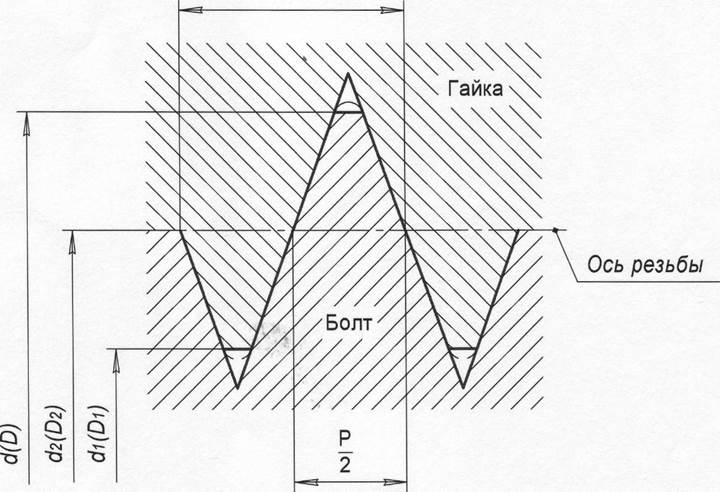
ПАРАМЕТРЫ РЕЗЬБЫ:
Р
|
|
d(D) - наружный диаметр наружной и внутренней резьбы; d2(D2) - средний диаметр наружной и внутренней резьбы; di(Di) - внутренний диаметр наружной и внутренней резьбы; Р - шаг резьбы.
|
НГТУ, кафедра «Технология машиностроения» |
Измерение резьбы на БМИ-Щ с обработкой результатов на ЭВМ |
Лабораторная работа № |
|
ТМ-901 |
8 |
СРЕДТСТВА ИЗМЕРЕНИЯ
|
Проверяемые параметры |
Наименование прибора, модель |
Цена деления |
Пределы измерения |
||||
|
Только по шкале |
Всего прибора |
||||||
|
d, dx, d2 |
мми |
0.005 мм |
0-0.100 |
0-25мм |
|||
|
Р |
мми |
0.005 мм |
0-0.100 |
0-25мм (+100) |
|||
|
а/2 |
мми |
1' |
0-60' |
360° |
|||
|
РЕЗУЛЬТАТЫ ИЗМЕРЕНИЙ |
|||||||
|
Диаметры |
d, мм |
dx, мм |
Диаметры |
d, мм |
dx, мм |
||
|
Номинальный диаметр |
Средние значения по трём измерениям |
||||||
|
Предельные размеры по СТ СЭВ |
Заключение о годности |
||||||
РЕЗУЛЬТАТТЫ ИЗМЕРЕНИЯ ШАГА РЕЗЬБЫ
|
Измерение шагов |
По левой грани |
По правой грани |
Обработка результатов измерений |
|||
|
Рг. |
Р4п |
|||||
|
Отсчёт по шкале, мм |
I |
|||||
|
II |
||||||
|
Размер шагов, мм |
||||||
ИЗМЕРЕНИЕ ПОЛОВИНЫ УГЛА ПРОФИЛЯ РЕЗЬБЫ
|
Измерение |
град, и мин. |
Обработка результатов измерений |
Отклонение половины угла профиля от номинала |
|||||
|
2 |
А |
|||||||
ОПРЕДЕЛЕНИЕ ПРИВЕДЁННОГО СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ И ЗАКЛЮЧЕНИЕ О ГОДНОСТИ РЕЗЬБЫ ПО СРЕДНЕМУ
ДИАМЕТРУ
|
Измеренный средний диаметр, мм |
Приведённый средний диаметр, мм |
Предельные размеры по СТ СЭВ, мм |
Заключение о годности |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.