1 ОПИСАНИЕ ДЕТАЛИ
Проектируемый технологический процесс должен обеспечить выполнение требований рабочего чертежа и технических условий с минимальными затратами труда и издержками производства при наиболее полном использовании технических возможностей и средств производства, наименьшей затраты времени и труда, а также себестоимости изделий.
Отличительной технологической задачей является обеспечение концентричности наружных поверхностей с отверстием и перпендикулярности торцов к оси отверстия.
В большинстве случаев особые требования к точности формы поверхностей не предъявляются, т. е. погрешность формы не должна превышать определенной части поля допуска на размер.
Рассматриваемая деталь является колесом с наружным диаметром 258h16, с основным
внутренним отверстием диаметром 82H8, и двумя отверстиями диаметром 38![]() . Колесо изготавливается из сталь марки
Сталь 30ХГН ГОСТ 14959-79, среднесерийного производства. Данная марка стали
включает в себя С=0.28-0.35; Si =0.9-1.2; Mn =0.8-1.1; Cr=0.8-1.1.
. Колесо изготавливается из сталь марки
Сталь 30ХГН ГОСТ 14959-79, среднесерийного производства. Данная марка стали
включает в себя С=0.28-0.35; Si =0.9-1.2; Mn =0.8-1.1; Cr=0.8-1.1.
2 ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА
Серийное производство предусматривает изготовление изделий отдельными партиями или сериями через определенные промежутки времени. Характеризуется изготовлением периодически повторяющимися факторами. В зависимости от числа изделий в партии различают мелкосерийное, среднесерийное и крупносерийное. Задано среднесерийное производство.
3 ВЫБОР И ОБОСНОВАНИЕ МЕТОДА ПОЛУЧЕНИЯ ЗАГОТОВКИ
Вид заготовки и способ ее получения зависит от конструкции детали, материала, масштаба выпуска. Заготовки деталей машин могут изготавливаться литьем, прокаткой, листовой и объемной штамповкой, сваркой, а также комбинированными способами. Для получения заготовок при серийном производстве используют точные методы литья, штамповку, холодное вдавливание. В данном случае заготовка получена штамповкой, тем самым повышая точность заготовки, снижая трудоемкость механической обработки и расход материала. При этом стоимость заготовки увеличивается.
Ориентировочная величина расчётной массы поковки Мпр.:
Мпр.= Мд∙Кр
где Мпр.- расчётная масса поковки, кг; Мд- масса детали, кг; Кр- расчётный коэффициент, Кр= 1,8-2,2.
Мд= Vд∙ γ;
где Vд- объём детали, Vд=0,00231 м3, см. рис. 1; γ – плотность материала, γ = 7500 кг/м3.
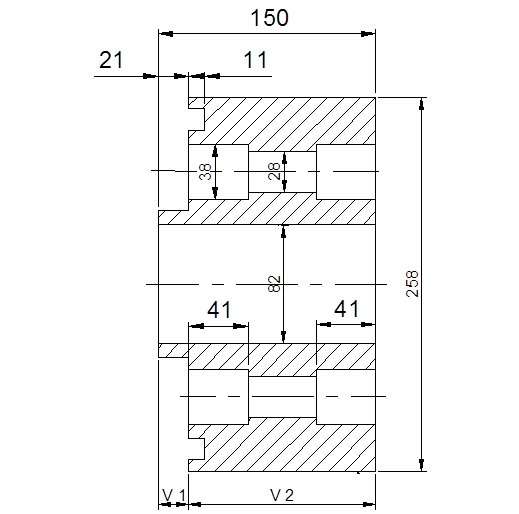
Рисунок 1 - Расчет объёма детали.
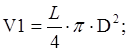
V = V1 + V2,
V1 = V1' - V1'',


Vд= (1,65 + 0,67) . 106 = 0,0022 м3;
Мд= 0,0022 ∙ 7850 =17,3 кг.
Мп.р = 17,3∙2 = 34,6 кг.
Марки стали – Сталь 30ХГС;
Степень сложности – С1;
Класса точности поковки – Т2:
Исходный индекс – 10.
По исходному индексу и наибольшим размерам отклонение принято 2,5 мм.
Произвести технико-экономический расчёт 2-х вариантов изготовления заготовки: методом горячей объёмной штамповки и из проката.
3.1 ЗАГОТОВКА ИЗ ПРОКАТА
За основу расчёта промежуточных припусков принимаем
наружный диаметр детали ![]() мм, припуск составит
2мм.
мм, припуск составит
2мм.
По расчётным данным заготовки выбран необходимый размер горячекатаного цветного проката. Диаметр проката 250 мм, длина проката 2м.
Масса заготовки:
GЗ = γ ∙ VЗ;
где VЗ – объём заготовки.
Заготовка диаметром 250 мм, длинной 150 мм.
VЗ = 150 . 3,14 . 2502 /4 = 7,89 . 106 мм3 = 0,00789 м3
GЗ = 7850 ∙ 0,00789 = 59,2 кг
Число заготовок, исходя из принятой длинны поката по стандартам, определяем по формуле:
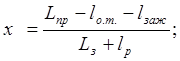
где lзаж.- минимальная длина опорного (зажимного) конца, lзаж=50 мм; Lпр – длина выбранного проката, Lпр = 2000 мм; lр – ширина резца, lр=5 мм, Lз – длина заготовки, Lз = 190 мм; lо.т.- длина торцевого обрезка проката, lо.т.= 10 мм:
Получаем 9 заготовок из данной длинны проката.
Некратность в зависимости от принятой длины проката:
![]()
![]()
Потери материала на некратность, %:
Потери на торцевую обрезку проката, %:
Потери при выбранной длине зажима, %:
Потери на отрезку заготовки, %:
Общие потери материала при изготовлении деталей из проката, %:
![]()
![]()
Расход материала на заготовку с учетом всех технологических потерь:

Коэффициент использования материала:
где Gд – масса детали, Gд = 17,3 кг;
Стоимость заготовки из проката:

где См- стоимость 1кг материала, См=250 руб.; Сотх- стоимость 1т отходов, Сотх=100000 руб.

3.2 ЗАГОТОВКА ИЗГОТОВЛЕНА МЕТОДОМ ГОРЯЧЕЙ ОБЪЁМНОЙ ШТАМПОВКИ НА ГОРИЗОНТАЛЬНО-КОВОЧНОЙ МАШИНЕ (ГКМ).
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;.
;.
Допуски на размеры штампованной заготовки :
Ø247![]() ; Ø105
; Ø105![]() ; 25
; 25![]() ; 133
; 133![]() ;
;
Масса изготавливаемой заготовки:
![]()
где Vзш- объем штампованной заготовки, см3 (см. рис 2.).
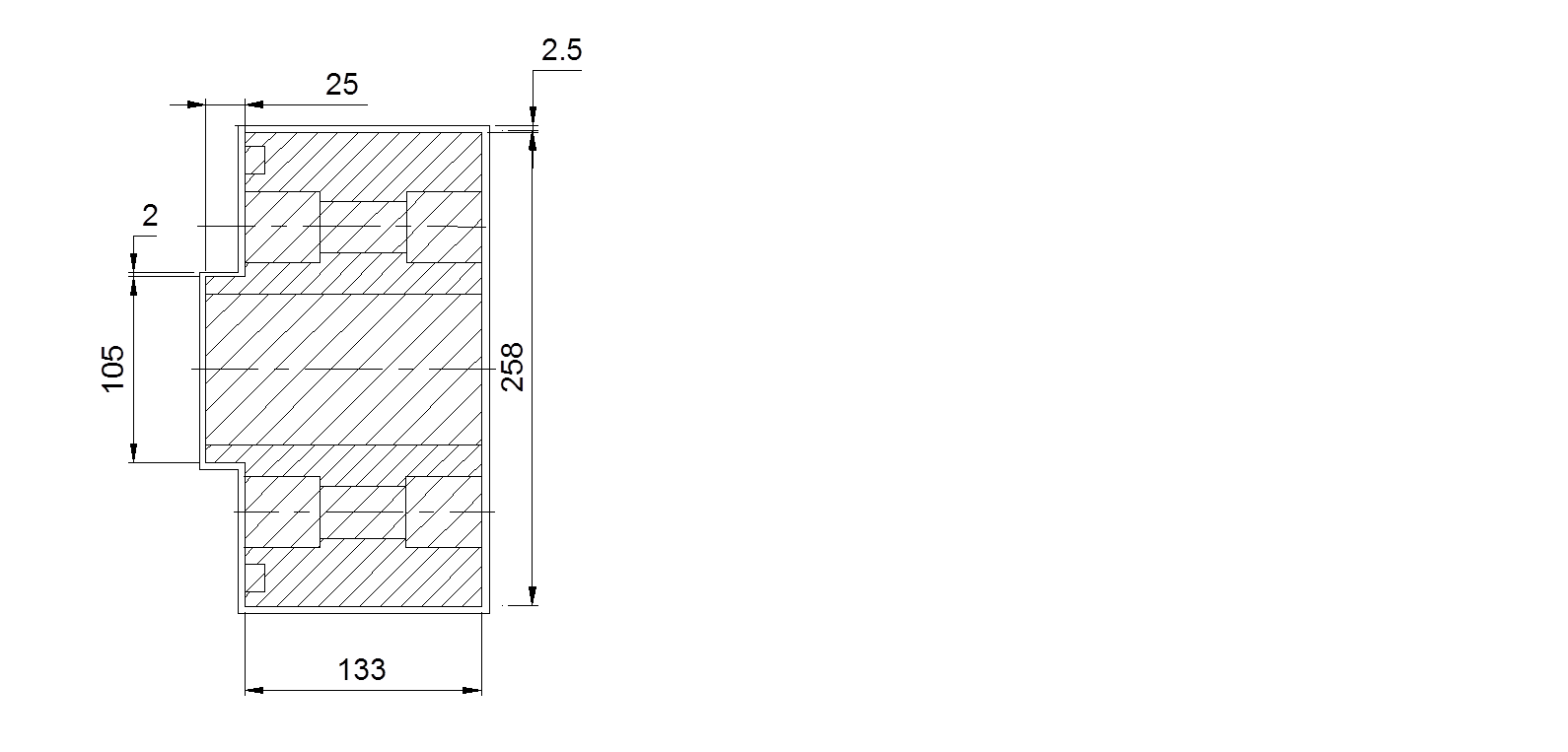
Рис. 2: Расчёт объёма заготовки.
Расчёт объёма производится с учётом плюсовых допусков:

Gзш = 7850 ∙ 0,003 = 22,5 кг.
Принимаем неизбежные технологические потери (угар, облом и т.д.) при горячей объемной штамповке равными Пш=10%, определим расходы материала на одну деталь:

Коэффициент использования материала на штамповочную заготовку:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.