ИЗЛОЖНИЦА
Освоение технологии изготовления стальных изложниц в кокиль позволило:
1. Снизить стоимость изложниц по сравнению с изготовлением их из чугуна.
2. За счёт снижения толщины стенки изложницы по сравнению с изложницами из чугуна стало возможным изготавливать изложницы большого развеса, которые ранее заказывались на стороне.
3. За счёт формообразования наружного контура в многоразовой кокильной оснастке снизить вдвое временные, материальные и трудовые затраты при изготовлении изложниц.
4. Повысить стойкость изложниц в процессе эксплуатации в 1,5––2 раза.
5. Производить текущий ремонт изложниц для удаления дефектов, возникающих в процессе эксплуатации.
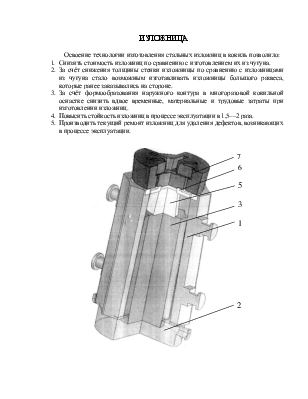
1 –– верхняя часть кокиля;
2 –– нижняя часть кокиля;
3 –– стержень, выполняющий внутреннюю поверхность отливаёмой изложницы;
5 –– промежуточный стержень для выполнения прибыли;
6 –– литниковый стержень;
7 –– стержень – распределитель металла по контуру заливаемой изложницы;
|
|
|
|
|
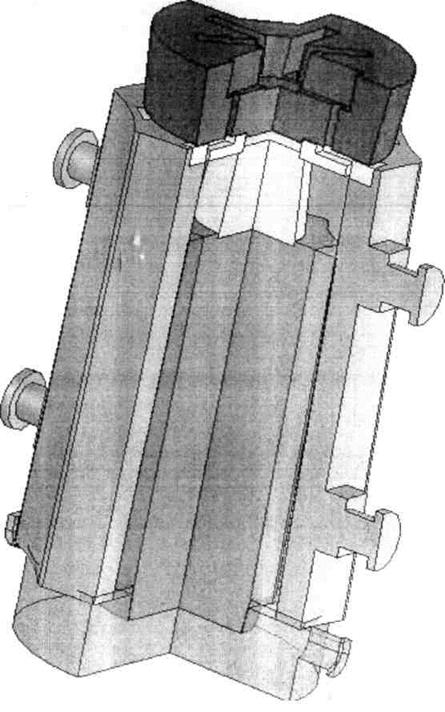
Рис. 1 Металлическая форма для отливки стальных изложниц для слитков развесом, т.:
3,55; 5,2; 6,3––7,8; 8,3––9,8; 10,5; 11,8; 13,3; 15,6:
1 –– верхняя часть кокиля;
2 –– нижняя часть кокиля;
3 –– стержень, выполняющий внутреннюю поверхность отливаёмой изложницы;
5 –– промежуточный стержень для выполнения прибыли;
6 –– литниковый стержень;
7 –– стержень – распределитель металла по контуру заливаемой изложницы;
8 –– стержень –– перекрыша;
9 –– литниковая воронка;
10 –– каркас стержня;
11 –– отверстия для выхода газа из стержня
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.