предназначается исключительно для получения защитно-декоративных покрытий системы Си-Ni-Cr. Хромовые покрытия, легированные Мо, обладают высокой способностью к пассивации, и при переходе малого количества Мо в коррозионную среду соединения молибдена выполняют ингибирующую роль по отношению к трехслойному защитному покрытию и основному металлу.
При введении в электролиты сплавов Cu-Мо соединений V или Nb получают тройные сплавы Cu-Mo-Vи Cu-Mo-Nb, которые отличаются большей пластичностью, чем покрытия хромом.
|
Тип Электролита |
Добавки |
С добавок, г/л |
Влияние на |
|||
|
ВТ |
РС |
БЛ |
Т |
|||
|
3В |
Карбид альфа аминопропиновая кислота |
1,8-2,0 0,3-0,5 |
+ |
- |
+ |
- |
|
3В |
Моноэтаноламин альфа аланин |
0,25-0,30 моль/г 0,5 |
+ |
- |
+ |
- |
|
3В |
Моноэтаноламин Формальдегид |
0,025-0,04 моль/г 0,16-0,20 моль/г |
- |
+ |
+ |
- |
|
СР |
Смесь сульфатов спиртов и алифатических оксикислот |
5 |
+ |
+ |
- |
- |
|
СР |
Натриевая соль пиридин-сульфоновой кислоты |
50 |
- |
+ |
- |
+ |
|
СТ |
Метиленовый голубой |
1-5 |
+ |
- |
+ |
+ |
|
СТ |
Галловая кислота |
0,5-3 |
+ |
- |
+ |
- |
|
СТ |
Сульфаниламид, сульфатиазол |
7-10 |
- |
- |
+ |
- |
|
СТ |
Янтарная кислота |
25-100 |
+ |
- |
- |
- |
|
СТ |
Дихлормалоновая кислота или ее соли |
4-50 |
+ |
+ |
- |
- |
|
СР, СТ |
Хлорамин |
4-5 |
+ |
- |
+ |
|
Примечание
Принятые обозначения «+»-добавка продолжительно влияет на соответствующий показатель (повышает или улучшает его); «--» - данных не; 3В – электролит на основе трех валентных соединений; СТ – стандартный электролит на основе хромовой кислоты; СЗ- саморегулирующийся электролит; ВТ – выход по току; РС – рассевающая способность; БЛ – блеск; Т – твердость покрытий.
18. Составы электролита (г/л) для получения сплавов хрома с элементами группы железа.
|
№ электролита |
Тип сплава |
Компоненты электролита |
С, т/л |
рН |
t, С |
К А дм |
|
1 |
Fe-Cr |
Cr(SO4)3 FeCl3 (NH2)2CO |
100-15 25-30 180-200 |
1.0-1.4 |
28-32 |
20-50 |
|
2 |
Fe-Cr |
CrOHSO4 MgSO4 (NH4)SO4 жидкое стекло, глицерин |
45 13.5 20 100 0.5-1.3 |
0.8-1.3 |
53-55 |
20-3 |
|
3 |
Ni-Fe-Cr |
CrCl3 NiCl2 FeCl2 NH4Cl |
150-200 25-50 12-20 130 |
0.2-0.3 |
28-32 |
25-30 |
|
4 |
Co-Cr |
CrCl3 CoCl2 Na-лимоннокислый HCl |
130-150 5-20 20-25 50-60 |
1.0 |
48-52 |
50-8 |
19. Составы электролитов для осаждения сплава хром молибден и режимы осаждения.
|
№ электролита |
Компоненты электролита |
С, т/л |
t, С |
К А дм |
ВТ% |
Содержание Mo, % |
|
1 |
CrO3 H2SO4 H2MoO4 |
230-250 2.3-2.5 28-30 |
40-60 |
30-60 |
22-21 |
0.5 |
|
2 |
CrO3 H2SO4 (NH4)2MoO4 |
230-250 2.3-2.5 80-100 |
40-60 |
30-60 |
15-17 |
0.8-1.0 |
|
3 |
CrO3 NaF Na2MoO4 |
280-300 11-12 80-100 |
18-25 |
5-7 |
12-13 |
1.4 |
Покрытия сплавом Cr-Ti позволяет уменьшить наводороживание основного металла. Для получения этого сплава применяют электролит следующего состава (г/л):
CrO3 ……………………..250
H2SO4………………….4.5-5.0
Ti (в пересчете на металл)…5,0
Режимы осаждения:
t=45-60C; tk=40-120;
содержание Ti в металле 0,05-0,5% в зависимости от изменения состава электролита и режима электролиза. Сплавы Сr-Se получают при замене в электролите хромирования H2SO4 В сплаве до 20% Se
ХРОМИРОВАНИЕ
ПРИ НЕСТАЦИОНАРНЫХ
РЕЖИМАХ ЭЛЕКТРОЛИЗА
Нестационарные условия электролиза (реверсивный и пульсирующий ток, программное изменение режима электролиза, протечное и струйное хромирование) рекомендуются для улучшения физико-механических свойств хромовых покрытий: снижения ik и пористости, повышения пластичности и износостойкости.
Хромирование реверсивным током. Процесс позволяет вести хромирование при до ik 120 А/дм2 без опасности получения покрытий с дендритами. При этом температура электролиза должна быть 50—70 °С. Чем выше температура, тем в большей степени снижаются σвн в покрытии. Рассеивающая способность возрастает при уменьшении катодного τн и анодного τа периодов. Рекомендуемые длительности этих периодов следующие: τа = 1…. 5 мин; τа = 1…5 с. Рекомендуются длительности и другого порядка: τk — 15 мин; та — 10 с.
Осадки, получаемые при рекомендуемых режимах (τk = 1…5 мин; τk = 1…5 с), обладают высокой износостойкостью и коррозионной стойкостью (в силу их практической беспористости). Они имеют полублестящий или матово-молочный вид и не могут быть рекомендованы для декоративной отделки изделий. Гладкие осадки могут быть получены толщиной до 0,3 мм. С целью полного исключения пористости покрытий процесс необходимо нести при наиболее кратких катодном и анодном периодах (τk = 1 мин; τk = 1 с).
Наиболее высокая твердость покрытий получается при максимальной длительности указанных периодов.
Хромовые покрытия, получаемые методом реверсирования тока, в наименьшей степени снижают предел выносливости σ-1 стали.
Xромирование импульсным током.
Импульсный
ток позволяет интенсифицировать процесс путем 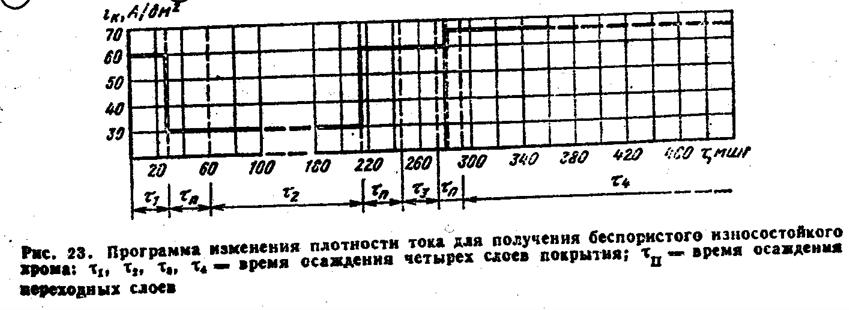 увеличения плотности тока до
200—250 А/дм2 при температуре электролиза 60— 70 °С. Длительность
импульса тока τи и длительность паузы τп должны
увеличения плотности тока до
200—250 А/дм2 при температуре электролиза 60— 70 °С. Длительность
импульса тока τи и длительность паузы τп должны
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.