



2.12 Расчет припусков и промежуточных размеров
Целью расчета является определение толщины удаляемых слоев материала, необходимой для получения требуемой точности поверхностей детали, уточнение размеров заготовки, определение промежуточных размеров, допусков и отклонений.
В расчетную карту записываем обрабатываемую поверхность заготовки и технологические переходы в порядке последовательности их выполнения.
Расчет припусков на механическую обработку поверхности В8 (размер 58Н12(-0,3)) представлен в таблице 2.6.
 Таблица 2.6 Карта расчета припусков.
Таблица 2.6 Карта расчета припусков.
Допуск на размер штампованной заготовки определяем по формуле[3,(48)]:
Тзаг= Нез + Ку , где Нез=1,2мм – элемент допуска штампованной заготовки, не зависящий от износа штампов,
Ку=1,0 мкм/мм – коэффициент усадки, Ку=1,0 · 58 = 58 мкм = 0,058мм.
Тзаг=1,2+0,058=1,258 мм = 1,26мм
Округляем с точнотью до 0,1мм.
Тзаг =1,3мм.
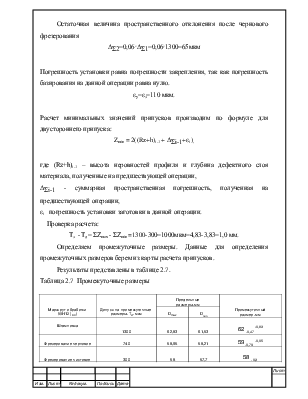
Остаточная величина пространственного отклонения после чернового фрезерования
ΔΣ2=0,06·ΔΣ1=0,06·1300=65мкм
Погрешность установки равна погрешности закрепления, так как погрешность базирования на данной операции равна нулю.
εу=εз=110 мкм.
Расчет минимальных значений припусков производим по формуле для двустороннего припуска:
Zmin = 2((Rz+h)i-1 + ΔΣi-1+εi ),
где (Rz+h)i-1 – высота неровностей профиля и глубина дефектного слоя материала, полученные на предшествующей операции,
ΔΣi-1 - суммарная пространственная погрешность, полученная на предшествующей операции,
εi – погрешность установки заготовки в данной операции.
Проверка расчета:
Тз - Тд= ΣZmax - ΣZmin =1300-300=1000мкм=4,83-3,83=1,0 мм.
Определяем промежуточные размеры. Данные для определения промежуточных размеров берем из карты расчета припусков.
 Результаты представлены в таблице 2.7.
Результаты представлены в таблице 2.7.
Таблица 2.7 Промежуточные размеры
Расчет припусков и промежуточных размеров для поверхности 25H9.
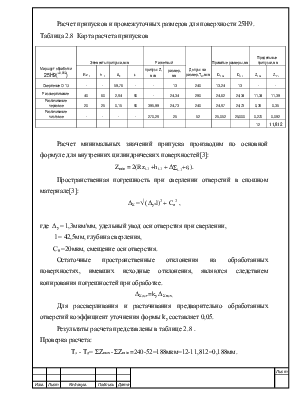
 Таблица 2.8 Карта расчета припусков
Таблица 2.8 Карта расчета припусков
Расчет минимальных значений припуска производим по основной формуле для внутренних цилиндрических поверхностей[3]:
Zmin = 2(Rzi-1 +hi-1 + ΔΣi-1+εi).
Пространственная погрешность при сверлении отверстий в спошном материале[3]:
ΔΣ =√ (Δу*l)2 + Co2 , где Δу = 1,3мкм/мм, удельный увод оси отверстия при сверлении,
l = 42,5мм, глубина сверления,
С0 =20мкм, смещение оси отверстия.
Остаточные пространственные отклонения на обработанных поверхностях, имевших исходные отклонения, являются следствием копирования погрешностей при обработке.
∆Σ ост=kу ΔΣ исх.
Для рассверливания и растачивания предварительно обработанных отверстий коэффициент уточнения формы kу составляет 0,05.
Результаты расчета представлены в таблице 2.8 .
Проверка расчета:
Тз - Тд= ΣZmax - ΣZmin =240-52=188мкм=12-11,812=0,188мм.
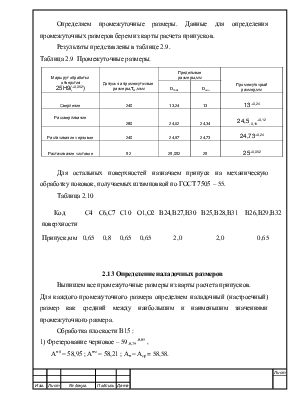
Определяем промежуточные размеры. Данные для определения промежуточных размеров берем из карты расчета припусков.
Результаты представлены в таблице 2.9.
Таблица 2.9 Промежуточные размеры.
|
Код поверхности |
С4 |
С6,С7 |
С10 |
О1,О2 |
В24,В27,В30 |
В25,В28,В31 |
В26,В29,В32 |
|
Припуск,мм |
0,65 |
0,8 |
0,65 |
0,65 |
2,0 |
2,0 |
0,65 |
Для остальных поверхностей назначаем припуск на механическую обработку поковок, получаемых штамповкой по ГОСТ 7505 – 55.
Таблица 2.10
2.13 Определение наладочных размеров
Выпишем все промежуточные размеры из карты расчета припусков.
Для каждого промежуточного размера определяем наладочный (настроечный) размер как средний между наибольшим и наименьшим значениями промежуточного размера.
Обработка плоскости В15 :
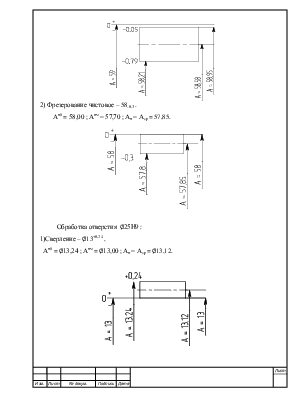
1) Фрезерование черновое – 59-0,79-0,05 ,
Анб = 58,95 ; Анм = 58,21 ; Ан = Аср = 58,58.
 |
Анб = 58,00 ; Анм = 57,70 ; Ан = Аср = 57,85.
Обработка отверстия ∅25Н9 :
1)Сверление – ∅13+0,24 ,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.