



Наружные поверхности – это охватываемые поверхности или валы; диаметры их обозначаются d.
Размер – числовое значение линейной величины.
Размеры подразделяют на номинальные, действительные и предельные.
Номинальный размер – размер, который указывают на чертеже на основании инженерных расчетов, опыта проектирования, обеспечения конструктивного совершенства или удобства изготовления детали (изделия).
Действительный размер – размер, установленный измерением с допустимой погрешностью.
Предельные размеры – это два предельно допустимых размера, между которыми располагается или которым может быть равен действительный размер годной детали.
Наибольший предельный размер отверстия обозначается Dmax , вала – dmax;
наименьший предельный размер отверстия обозначается Dmin , вала – dmin.
Отклонение – алгебраическая разность между действительным или предельным размером и соответствующим номинальным.
Для отверстия : Ед = Dд - Dн
Для вала : ед = dд - dн, где Dд и dд – действительные размеры отверстия и вала,
Dн и dн – номинальные размеры отверстия и вала.
Верхнее предельное отклонение:
ЕS = Dmax – Dн
еs = dmax - dн.
Нижнее предельное отклонение:
ЕI = Dmin - Dн
еi = dmin - dн
Отклонения могут быть положительными, отрицательными или равными нулю.
Dmax = D + ES ; dmax = d + es
dmin = D + EI ; dmin = d + ei
Различают также среднее отклонение :
|
|
|
Допускомназывается допустимый диапазон разброса действительных размеров или отклонений. Допуск – разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями. Допуск характеризует точность размера.
Допуск обозначается Т, допуск отверстия ТD, допуск вала Тd. Допуск всегда является положительной величиной.
ТD = Dmax – Dmin = (D + ES) – (D + EI) = ES – EI
Td = dmax – dmin = (d + es) – (d + ei) = es – ei.
|
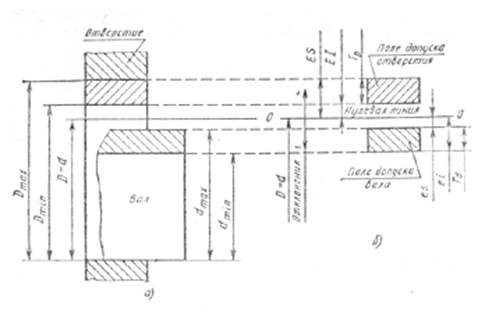
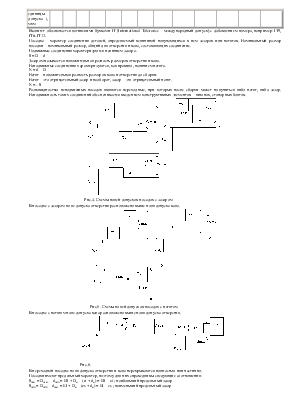
Рис.1 а: Условное изображение предельных размеров вала и отверстия. б) схема расположения допуска вала и отверстия
|
|
Графическое изображение допусков и отклонений. При графическом изображении допусков и отклонений вычерчиваются контуры отверстия и вала без соблюдения масштабов, при этом нижние образующие контуров отверстий и валов совмещают между собой. Допуск в этом случае удобно изобразить зоной у верхних образующих контуров отверстия и вала так, как это показано на рис. 1а и 1б. |
Поле допуска отличается от допуска тем, что кроме информации о величине, содержит информацию о расположении этого допуска относительно номинального размера, т. е. нулевой линии на схеме.
В качестве координаты расположения поле допуска относительно нулевой линии может быть выбрано любое отклонение. Обычно выбирается наименьшее по абсолютной величине отклонение, которое определяет положение поля допуска относительно нулевой линии и называется основным отклонением.
|
|
|
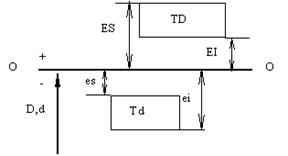
Рис. 2. Поля допуска отверстия и вала. |
EI – основные отклонения поля допуска отверстия;
еs – основные отклонения поля допуска вала.
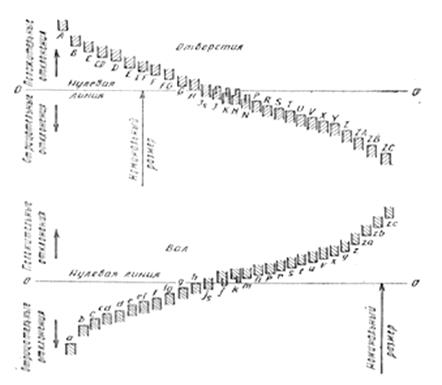
Все отклонения, используемые в машиностроении, стандартизированы. Стандартом предусмотрено 28 основных отклонений валов. Основные отклонения обозначаются одной или двумя буквами латинского алфавита, отверстия – прописными, валы – строчными.
|
|
|
Рис.3. Основные отклонения отверстий и валов |
Единица допуска – экспериментально установленная зависимость, которая позволяет объективно оценивать точность размеров разной величины и которая необходима для научно обоснованного составления рядов допусков. Введение понятия “единица допуска” связано с тем, что допуск не может служить мерой точности, в то время как единица допуска устанавливает связь между номинальным размером и допуском.
Единицу допуска для гладких соединений определяют по следующим зависимостям:
- для размеров до 500 мм
![]() , мкм
, мкм
- для размеров свыше 500 до 1000 мм
i = 0,004Du + 2,1; мкм
![]() , мм
, мм
Dн, Dк – соответственно диаметр начала и конца интервала размеров по ГОСТ 25846-82, мм.
Du – среднее геометрическое размеров Dн и Dк.
Разные по величине допуски могут рассматриваться как произведение единицы допуска на коэффициент а, называемый числом единиц допуска.
Т = а • i , мкм
Т – допуск; а – число единиц допуска; i – единица допуска.
Следовательно, точность размера тем выше, чем меньше число единиц i содержит его допуск.
Квалитет – совокупность или ряд допусков, соответствующий одинаковой
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.