9 АВТОМАТИЗАЦІЯ ВИРОБНИЧИХ ПРОЦЕСІВ
9.1 Автоматизація технологічних процесів
Підвищення ефективності економіки народного господарства нерозривно пов'язане із впровадженням в усі сфери досягнень науково-технічного прогресу, одним з найважливіших елементів якого є автоматизація технологічних процесів. Створення високоефективних систем автоматизації окремих установок, а також автоматизованих систем керування технологічним процесом великих виробництв у різних галузях промисловості стало можливим у результаті успіхів, досягнутих в галузі приладобудування й обчислювальної техніки.
Базовою системою будь-якої сучасної автоматизованої системи керування технологічним процесом (АСКТП) є система автоматичного контролю, що дозволяє отримувати вимірювальну інформацію про режимні параметри процесів, а також про параметри якості сировини, проміжних і кінцевих продуктів [ ].
Ефективність роботи системи автоматичного контролю дозволяє:
– здійснити керування по показниках якості сировини й напівпродуктів;
– спростити алгоритми й структури АСКТП;
– зменшити її вартість і поліпшити якість продукції.
Науковою основою систем автоматичного контролю є метрологія й фізичні причини вимірів параметрів технологічних процесів, а технологічною базою цих систем слугують засоби вимірювань і перетворень відповідних параметрів. У зв'язку із цим необхідно автоматизувати наступні параметри:
- температуру;
- витрату;
- рівень.
9.2 Опис контурів у системі автоматизації
9.2.1 Контур регулювання температури
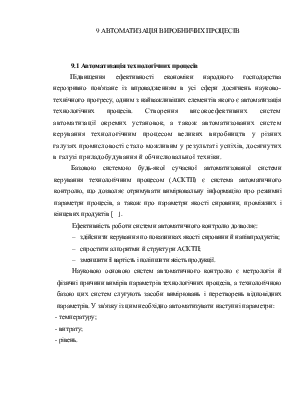
Датчиком температури є термометр опору ТСМ-0388 (1-1), (рис. 9.1) вихідний сигнал з якого надходить на вторинний прилад, що вимірює і реєструє типу ДИСК-250 (1-2) з вихідним сигналом 0-5мА.
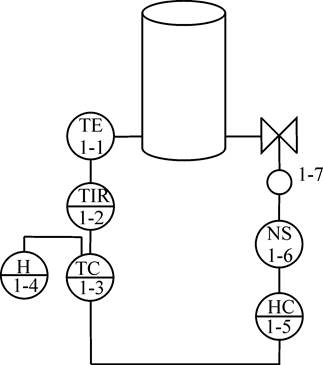
Рисунок 9.1 - Контур регулювання температури в збірнику суспензії
Цей сигнал надходить на вхід регулятора РП4-У (1-3), де порівнюється із сигналом завдання від задатчика РЗД-22 (1-4).У регуляторі відбувається порівняння двох сигналів і отриманий сигнал неузгодженості (0-24 В) надходить на вхід блоку ручного керування БРУ-42 (1-5) після якого в режимі автоматичного керування сигнал подається на безконтактний реверсивний пускач ПБР-2М (1-6),що керує виконавчим електричним прямохідним механізмом ЕСПА-02 (1-7) і РО типу 25ч945НЖ. Регулюючий орган, встановлено на трубопроводі подачі пари у підігрівач. Таким чином , зміною витрати пари регулюють температуру суспензії в збірнику.
Інші контури керування температурою регулюються аналогічно.
9.2.2 Контур регулювання рівня
Для безперебійної роботи фільтрувальної установки необхідно підтримувати в збірнику визначений рівень рідини. Як датчик рівня використовується перетворювач типу САПФІР-22 ДУ мод.2520 (7-1, 7-2) з токовим вихідним сигналом 0 – 5 мА (рис. 9.2). Цей сигнал надходить на вторинний самописний прилад типу ДИСК-250 (7-3).
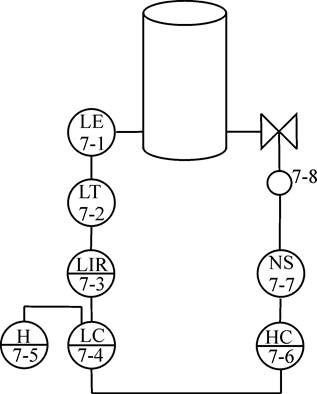
Рисунок 9.2 - Контур регулювання рівня
Далі сигнал надходить на вхід імпульсного регулятора РП4-У (7-4). На вхід регулятора також надходить сигнал від пристрою, що задає, РЗД-22 (7-5).У регуляторі відбувається порівняння двох сигналів і отриманий сигнал неузгодженості (0-24 В) надходить на вхід блоку ручного керування БРУ-42 (7-6) після якого в режимі автоматичного керування сигнал подається на безконтактний реверсивний пускач ПБР-2М (7-7), що керує виконавчим електричним однообертовим механізмом ЕСПА 02 і діафрагмовим регулюючим органом типу 25ч945НЖ (7-8), що встановлено на трубопроводі подачі суспензії.
9.2.3Контур контролю витрати
Як первинний перетворювач на трубопроводі встановлено прилад ПР (2-1), з комплекту електромагнітного витратоміра ИР-61 М. Сигнал пропорційний швидкості потоку, а отже витраті, перетворюється у токовий сигнал 0-5 мА вимірювальним перетворювачем ИУ (2-2) з комплекту цього ж приладу (рис. 9.3) і надходить на вторинний прилад ДИСК-250 ДД (1-3), де вимірюється і реєструється.
Рисунок 9.3 - Контур контролю витрати
9.2.4 Контур керування і сигналізації роботи електродвигуна
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.