





































дуговому зварюванні використовують такі джерела живлення: зварювальні трансформатори (ГОСТ 95-770Е); генератори постійного струму з приводом від електродвигуна (ГОСТ 723-77Е) або від двигуна внутрішнього згоряння (ГОСТ 304-77Е); зварювальні випрямлячі напівпровідникового типу (ГОСТ 1982-77Е).
У процесі ручного дугового зварювання всі операції з керування електричною дугою, подачі присадного матеріалу виконуються вручну.
Незважаючи на широке використання в техніці автоматичних методів зварювання, на долю ручного зварювання припадає значний обсяг робіт цього виду. Це пояснюється високим маневруванням ручного дугового зварювання, котре дозволяє виконувати зварювальні шви в різних просторових положеннях, дає можливість зварювати різні матеріали при значних товщинах, а також використовувати порівняно просте обладнання.
Якість зварювання залежить від правильного вибору режиму зварювання, до якого відносяться: сила зварювального струму, діаметр електрода, швидкість зварювання і тип з'єднання.
Основними параметрами зварювання є dел, Iзв, Uд, Lд . Діаметр електрода можна визначити в першому наближені за формулою,мм
|
d ел = S/2+1, |
(6.1) |
де S - товщина зварюваного металу,мм.
Сила зварювального струму може бути визначена для електродів діаметром З...6 мм за емпіричною формулою, А
|
|
(6.2) |
Напруга зварювальної дуги визначається на основі сили зварювального струму до 600 А за формулою, В
|
|
(6.3) |
На основі численних досліджень оптимальна довжина зварювальної дуги може бути визначена з величини діаметра електродами,мм
|
|
(6.4) |
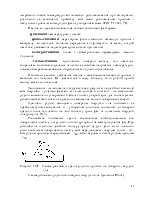
Довжина дуги має великий вплив на якість зварювального шва і його форму. Довгій дузі відповідає інтенсивне окислення й азотування розплавленого металу, підвищене його розбризкування. Для одержання якісного зварювання необхідно підтримувати більш коротку дугу.
|
|
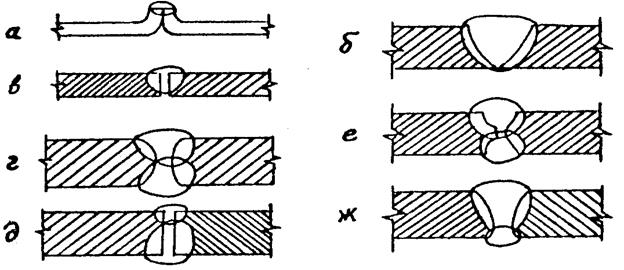
Рисунок6.1 -Схеми стикових з'єднань: а - відбортування без проміжку; б - чашоподібна обробка крайок з одного боку; в - без підготовки крайок; г - Х - подібна обробка крайок; д - без підготовки крайок з двох боків; е - чашоподібна обробка крайок із двох боків; ж - У - подібна обробка крайок
Найбільш поширені типи зварювальних з'єднань - стикові, напускні, таврові та кутові.
За розміщенням у просторі зварювальні шви поділяються на нижні, вертикальні, горизонтальні і стельові. Для виготовлення зварювальних конструкцій застосовують типи з'єднань згідно з ГОСТ 2601-74 (рисунки 6.1 - 6.4), типи швів по відношенню до напрямку діючихна нихсил (рисунок 6.5) таза різного положення в просторі (рисунок 6.6).
|
|
|
|
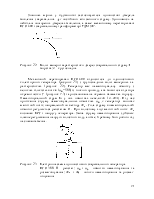
Рисунок 6.2-Схеми напускних з'єднань |
Рисунок 6.3 - Схеми таврових з'єднань |
Стикові з'єднання розрізняють за видом попередньої підготовки крайок (рисунок 6.1). Залежно від товщини зварюваного металу стандартом регламентується різна підготовка крайок. За товщин металу до 3 ммзастосовують відбортування без проміжку (а), листи товщиною З...8мм зварюють без підготовки крайок при зазорі до 2 мм (в, д), листи товщиною
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.