

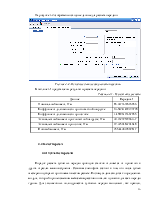

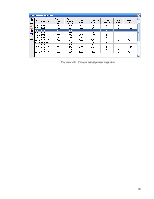


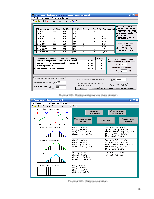









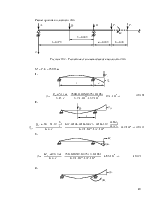





вала коробки скоростей на усталостную прочность в первом
опасном сечении.
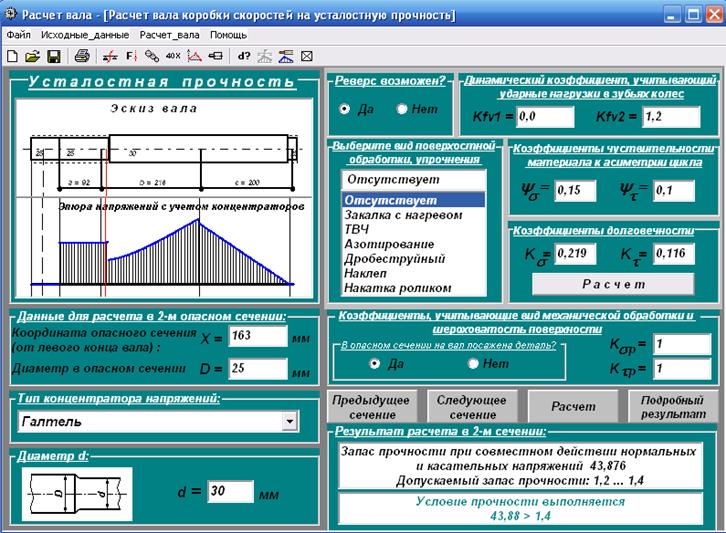
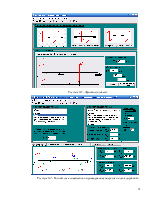
Рисунок 6.12 – Расчет вала коробки скоростей на усталостную прочность во втором опасном сечении.
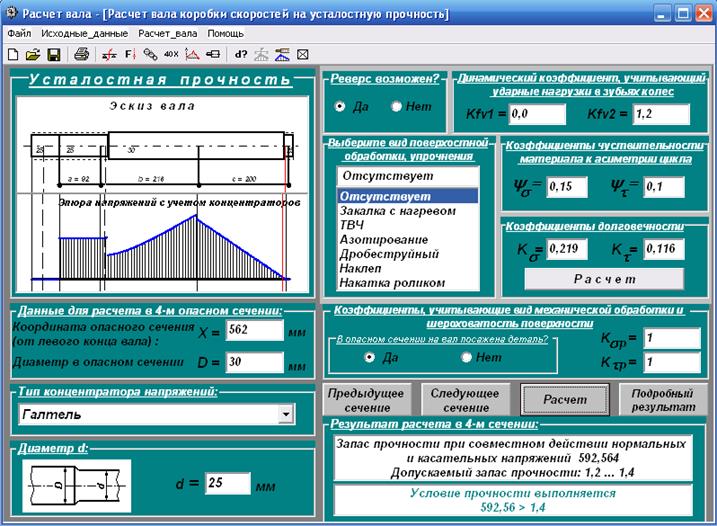
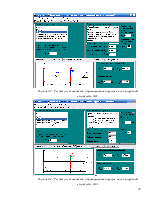
Рисунок 6.13 – Расчет вала коробки скоростей на усталостную прочность в третьем опасном сечении.
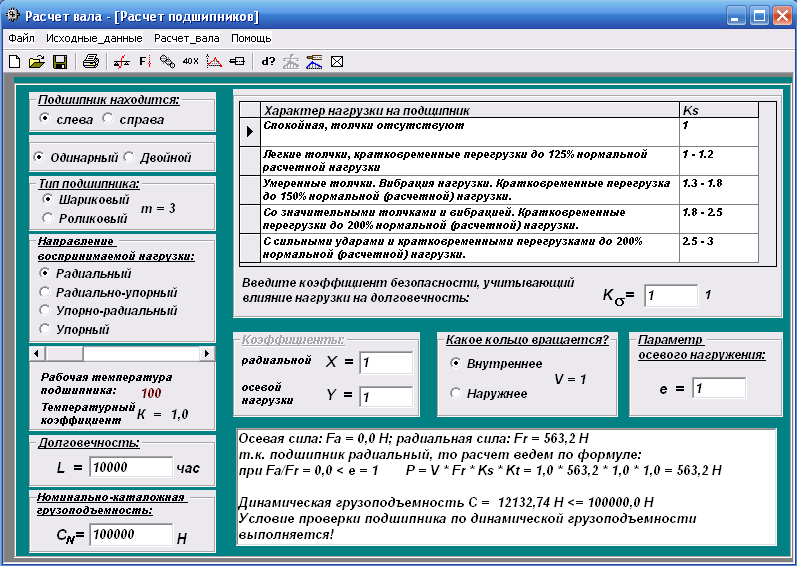
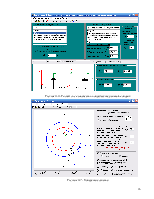
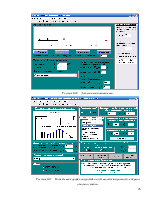
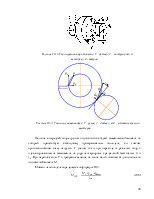
Рисунок 6.14 – Расчет левого подшипника.
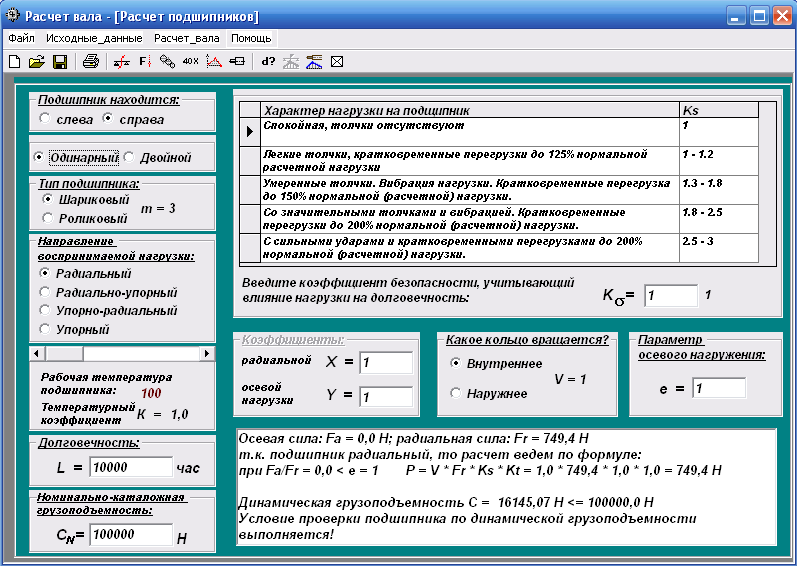
Рисунок 6.15 – Расчет правого подшипника.
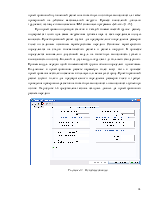
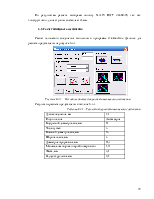
6.2. Расчет шпоночного соединения
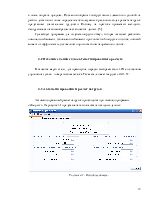
Расчет шпоночного соединения выполним в программе WinMachine.
Результаты расчета представлены на рисунках 6.2.1 – 6.2.3.
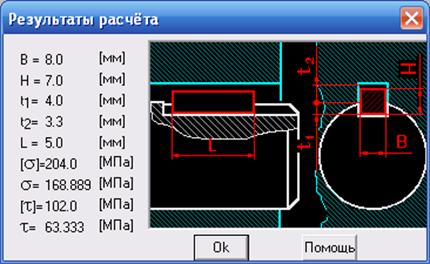
Рисунок 6.2.1 – Результаты расчета шпоночного соединения на входном валу.
По результатам расчета выбираем шпонку 8x7x32 ГОСТ 23360-78, так как конструктивно длина ступицы составляет 45 мм.
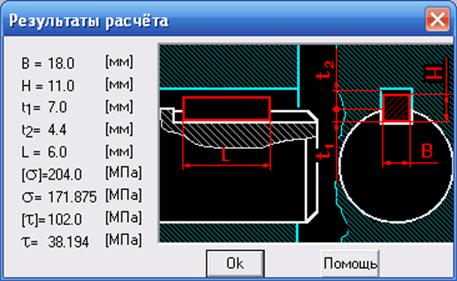
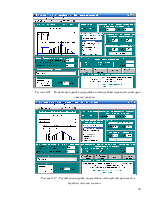
Рисунок 6.2.2 – Результаты расчета шпоночного соединения на шпинделе.
По результатам расчета выбираем шпонку 18x11x200 ГОСТ 23360-78, так как конструктивно длина ступицы составляет 210 мм.
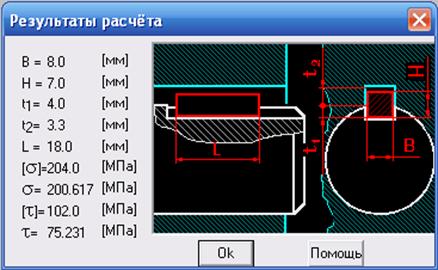
Рисунок 6.2.3 – Результаты расчета шпоночного соединения на валу энкодера.
По результатам расчета выбираем шпонку 8x7x18 ГОСТ 23360-78, так как конструктивно длина ступицы составляет 24 мм.
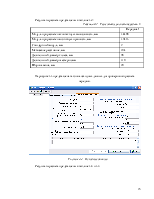
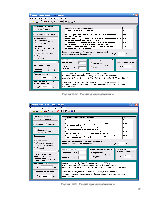
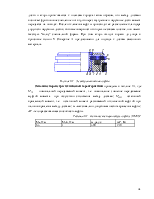
6.3. Расчет шлицевого соединения
Расчет шлицевого соединения выполним в программе WinMachine. Данные для расчета представлены на рисунке 6.3.1.
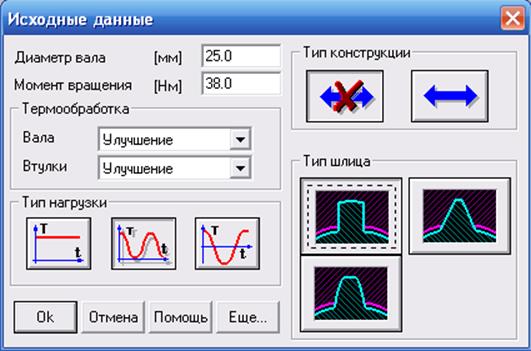
Рисунок 6.3.1 – Исходные данные для расчета шлицевого соединения.
Результаты расчета представлены в таблице 6.3.1.
Таблица 6.3.1 - Результаты расчета шлицевого соединения.
|
Длина соединения, мм |
9.3 |
|
Подтип шлица |
Легкая серия |
|
Внутренний диаметр шлица, мм |
23 |
|
Число зубьев |
6 |
|
Внешний диаметр шлица, мм |
26 |
|
Ширина шлица, мм |
6 |
|
Диаметр центрирования, мм |
22,1 |
|
Минимальная ширина опорной поверхности |
3,54 |
|
Фаска, мм |
0,3 |
|
Радиус скругления, мм |
0,2 |
Корпуса коробок довольно металлоемки и имеют сложную конфигурацию. Поэтому чаще всего их изготавливают методом литья обычно из серого чугуна, реже – дешевых марок стали. Сварные конструкции широкого применения не получили из-за их дороговизны.
При проектировании корпуса необходимо учитывать требования принятой технологии. Для отливок следует стремиться обеспечить как можно более простую форму, чтобы не усложнять литейную модель (количество разъемов, стержней и т. п.), не создавая в корпусе замкнутых полостей. Толщина наружной стенки детали должна быть одинаковой. Ее минимальную величину определим по формуле 7.1.
 (7.1)
(7.1)
где L, В, Н - габаритные размеры, соответственно длина, ширина и высота корпуса, м.

Для повышения жесткости корпуса назначаем толщину стенок d = 10 мм.
Для установки подшипников в стенках выполняются бобышки (утолщения), большую часть которых при значительной ширине опоры смещают внутрь. Чтобы облегчить сборку привода и расточку отверстий, в корпусе выполняют специальные технологические окна. Для лишения коробки всех шести степеней свободы ее устанавливают на базовую деталь станка, фиксируют в требуемом положении и притягивают болтами.
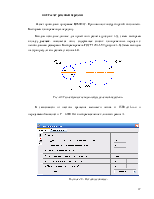
Смазочной системой называют совокупность устройств для подачи смазочного материала к трущимся поверхностям и возврата его в резервуар. Индивидуальная система обеспечивает подачу смазочного материала к одной смазочной точке, централизованная – к нескольким точкам. В нераздельной системе нагнетательное устройство присоединено к смазочной точке постоянно, в раздельной оно подключается только на время подачи смазочного материала. В проточной системе жидкий или пластичный материал после очистки подается повторно.
Выбираем питатель с тремя секциями, так как каждая из секций обеспечивает подвод смазочной жидкости к одной паре колес. Питатель изображен на рисунке 8.1.
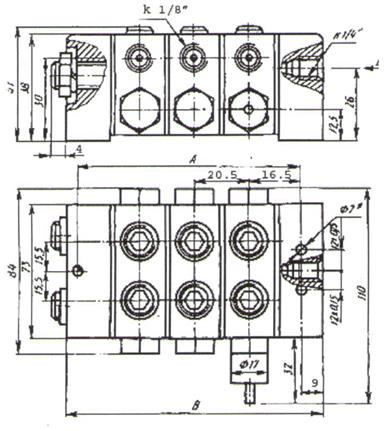
Рисунок 8.1 – Маслораспределитель.
8.1 Подбор аппаратуры
Расход масла определяется на основе уравнений теплового баланса при условиях стабильного отвода теплоты и надежного смазывания всех точек:
Определяем необходимое количество смазки по формуле 8.1.
 ,
(8.1)
,
(8.1)
где Nтр – мощность трения, расходуемая на все узлы станка определим по формуле 8.2:
Nтр = Nд×(1 - h) = 6,75×(1 – 0,9) = 0,675 кВт; (8.2)
Tм = 45 ÷ 50° С – разность температур масла на входе и выходе;

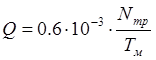
Определяем необходимую для нормальной смазки производительность насоса по формуле 8.3:
![]() (8.3)
(8.3)
где k – коэффициент запаса k=1,4
![]()
Внутренний диаметр трубопровода определим по формуле 8.4
 ,
(8.4)
,
(8.4)
где V = 2 м/с – средняя по сечению скорость потока.
 .
.
Определяем потребный объем масла для смазки привода по формуле
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.