|
Наибольший
диаметр обрабатываемого изделия |
320 |
|
Наибольший длина обрабатываемого изделия, мм |
710 |
|
Внутренний конус шпинделя |
Морзе 5 |
|
Конец шпинделя |
5К |
|
Диаметр отверстия в шпинделе, мм |
32 |
|
Высота резца установленного в резцедержателе, мм |
20 |
|
Количество частот прямого и обратного вращения шпинделя |
18 |
|
Пределы частоты вращения шпинделя пр. и обр. вращения, об/мин |
40…2000 |
|
Наибольшее расстояние от оси центров до кромки резцедержателя, мм |
175 |
|
Наибольшее
перемещение суппорта: |
710 |
|
Перемещение на
одно деление лимба: |
0,1 |
|
Пределы подач,
мм/об |
0,018
– 1,1 |
|
Пределы шагов
нарезаемых резьб: |
0,1
– 56 |
|
Наибольшее перемещение верхнего суппорта, мм |
140 |
|
Наибольший угол поворота, град. |
360 |
|
Наибольшее перемещение пиноли задней бабки, мм |
100 |
|
Электродвигатель главного движения мощность, кВт |
3,2 |
|
Габариты станка, мм |
2110х1050х1395 |
|
Вес станка, кг |
1810 |
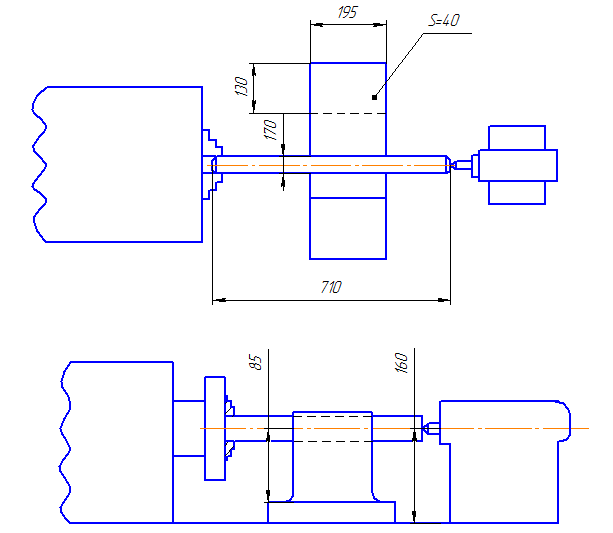
Рис.2. Условная схема геометрических параметров станка УТ16ПМ.
На рис. 2 обозначены основные геометрические характеристики, такие как: максимальная длина обрабатываемой заготовки, равная 710мм, высота центров над станиной=160мм, высота центров над суппортом=85мм, максимальный диаметр заготовки=170мм. На задней части суппорта штриховой линией выделен участок, который в дальнейшем будет использоваться для закрепления приспособления.
Необходимо обработать поверхность 2 Ø50мм точением. Для обработки заготовки, ее необходимо лишить 5 степеней свободы, чтобы она могла вращаться только вокруг оси Z.
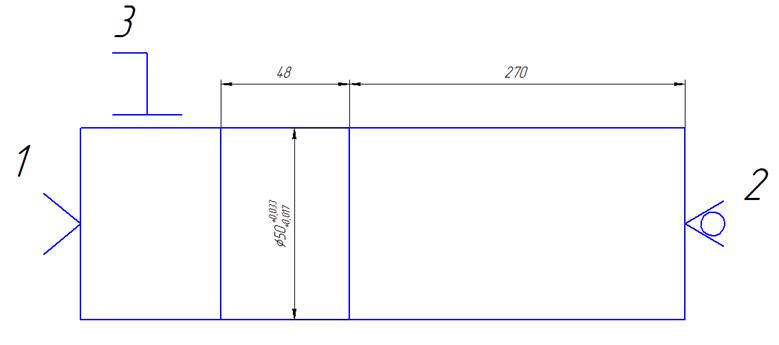
Рис.2.Схема установки и зажима заготовки.
1 – центр неподвижный, 2 – центр вращающийся, 3 – патрон поводковый.
3. Выбор режущего инструмента.
В качестве режущего инструмента выбран проходной резец ТУ2-035-892-82 со сменной многогранной пластинкой твердого сплава марки Т15К6 по ГОСТ 9391 – 80, группы Р, подгруппы Р10 [1], т.к. твердый сплав данной марки обладает высокой износостойкостью при обработке закаленной стали.
Изначально заготовка имеет диаметр 63мм, а диаметр поверхности, которую необходимо обработать, равен 50мм. Расчеты глубины резания на обработку [3]:
t=0.5 (D – d)= 0.5(63-51)=6.5мм.
На черновое точение = 1,5мм.
На чистовое=0,2мм.
Расчет скорости резания для черновой обработки:
 где Cv=280,
T=40мин, t
=1,5мм, S=1мм/об, y=0.45,
m=0.2,x=0.15
где Cv=280,
T=40мин, t
=1,5мм, S=1мм/об, y=0.45,
m=0.2,x=0.15
Для чистовой обработки:
 где Cv=350,
T=40мин, t=0,2мм,
S=0,3мм/об, y=0,2,
m=0,2, x=0.15.
где Cv=350,
T=40мин, t=0,2мм,
S=0,3мм/об, y=0,2,
m=0,2, x=0.15.
Расчет поправочного коэффициента:
Kv=Kmv*Kпv*Kиv=1,41*0,9*1=1,269, где Kпv=0,9, Kиv=1
Kmv
= 1.41,
где Kr=1.75,
σв=615МПа.
1.41,
где Kr=1.75,
σв=615МПа.
Расчет вращения заготовки:
Для черновой:
n1=
Для чистовой:
n2=
Расчет сил резания.
Для черновой:
![]() =906,84Н
=906,84Н
Для чистовой:
![]() = 257,14Н
= 257,14Н
Расчет мощности резания:
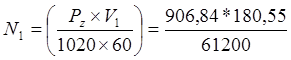 = 2,67кВт
= 2,67кВт
 =0,55кВт
=0,55кВт
Проведены расчеты режимов резания, в состав которых входит определение скорости резания V, которая для черновой обработки составила 180 об/мин, для чистовой=131об/мин, расчет сил резания Pz для черновой обработки=906,84Н, для чистовой =257Н, также рассчитаны мощности резания, из которых следует, что выбранный станок соответствует требованиям, т.к. N1=2.67кВт, N2=0,55кВт, а мощность станка равна 3кВт.
Расчет режимов ультразвукового поверхностного пластического деформирования для достижения требуемого значения шероховатости.
В данном случае на поверхности 2 (рис.1.) Ø50мм необходимо достичь значения шероховатости Ra=0.8. Заданная шероховатость будет достигаться при помощи УЗПД (ультразвуковое поверхностное пластическое деформирование).
Метод УЗПД заключается в пластическом деформировании поверхностного слоя детали, при котором можно получить упрочненный поверхностный слой, низкую шероховатость и регулярный микрорельеф. Шероховатость поверхности формируется за счет перекрытия отпечатков деформатора.
Чтобы достичь требуемой шероховатости необходимо подобрать и рассчитать режимы ультразвуковой обработки, но при расчетах следует учитывать диапазон подач, минимальная которой, была выбрана исходя из номограммы для определения параметров обработки при известных HB, Rmax исходной поверхности [2],которая составила Smin=0,0675мм/об, т.к. исходная шероховатость Rz=10мкм, а максимальная подача по параметрам станка = 1,1мм/об, при этом значение диаметра отпечатка Dotp, в результате вычислений, не может быть отрицательным.
Исходные данные:
Dдет=50мм
f=22000кГц
Dинд=1.11*10-4м
А=25мкм.
Fct=140Н.
В ходе вычислений в зависимости от изменения скорости подачи и частоты вращения детали были подобраны режимы обработки. В таблице 3 приведена взаимосвязь, при которой проводилась обработка УЗПД для получения требуемого значения шероховатости.
Табл.3.
|
Частота вращения детали n, об/мин |
Подача S,мм/об |
Значение шероховатости Ra |
|
700 |
0,0675 |
0,786 |
|
1000 |
0,044 |
0,784 |
|
1528 |
0,31 |
0,792 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.