|
Операция |
Оборудование |
Приспособление |
Инструмент |
|
Подрезание торца со стороны фланца и растачивание базовой выточки |
Револьверный станок |
Универсальный или пневматический патрон |
Резцы |
|
Одновременное черновое обтачивание, растачивание и отрезание пробного кольца |
То же |
Планшайба с планками или пневматическое приспособление |
Расточные резцы, оправки, отрезной резец |
|
Контроль твердости |
Прибор Роквелла |
— |
— |
|
Термическая обработка (при необходимости) |
— |
— |
— |
|
Чистовое обтачивание, растачивание и отрезание колец с припуском на шлифование торцов |
Револьверный станок |
Планшайба с планками или пневматическое приспособление |
Расточные резцы и многорезцовые державки с отрезными резцами |
|
Предварительное шлифование торцов с припуском 0,1—0,2 мм |
Плоскошлифовальный станок |
Магнитный стол |
Шлифовальный круг |
|
Разрезание замка |
Горизонтально-фрезерный станок |
Приспособление |
Дисковая фреза |
|
Термофиксация |
Электрическая печь |
Приспособление для термофиксации |
— |
|
Чистовое шлифование торцов |
Плоскошлифоваль-ный станок |
Магнитный стол |
Шлифовальный круг |
|
Чистовое обтачивание или шлифование наружной поверхности кольца |
Токарный или кругло-шлифовальный станок |
Оправка, приспособление для сборки колец на оправке |
Резец или шлифовальный круг |
|
Чистовое обтачивание наружной конической поверхности (только для конических колец) |
Токарный или кругло- шлифовальный станок |
Оправка |
Резец или шлифовальный круг |
|
Окончательное растачивание внутренней поверхности |
Токарный или револьверный станок |
Стакан для установки и крепления колец |
Резец |
|
Снятие фасок на внутренней поверхности |
Точило |
Кольцо для установки |
Конический шлифовальный круг |
|
Калибровка замка |
Горизонтально-фрезерный или заточной станок |
Приспособление |
Дисковая фреза или шлифовальный круг на вулканитовой связке |
Продолжение таблицы 5.2
|
Хромирование наружной поверхности и образование пор (для верхних колец) |
Гальванического цеха |
— |
— |
|
Притирка наружной поверхности |
Хонинговальный станок |
Оправка, чугунная гильза |
— |
|
Притирка торцов |
Плоскопритироч-ный станок |
Сепаратор |
Чугунные притиры |
|
Зачистка заусенцев и притупление острых кромок в местах, указанных на чертеже |
Слесарный верстак |
— |
— |
|
Контроль: проверка прилегания к эталонному кольцу (просвета), упругости колец, величины замка, высоты и радиальнойтолщины |
Контрольная плита |
Набор контрольных приспособлений |
Скобы, шаблоны |
Маслоту подрезанным и расточенным фланцем закрепляют на планшайбе и обрабатывают. Разрезание ее на отдельные кольца производят с помощью державки со ступенчатым расположением резцов (рисунок 5.3, а).
На маслосъемных кольцах с канавками последние протачивают перед отрезанием. Так как величина замка у колец обычно составляет примерно 0,5 мм, а разрезание производят фрезой толщиной 1,5-2 мм, увеличение зазора в замке компенсируют увеличением припуска по наружному диаметру. Приспособление для разрезания аналогично приспособлению для калибровки замка (рисунок 5.3, б).
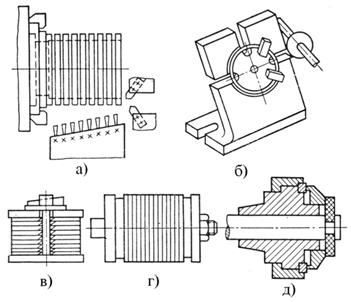
Рисунок 5.3 – Схема обработки колец из маслот с термофиксацией:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.