























2. Технологическая часть
2.1 Анализ действующего технологического процесса
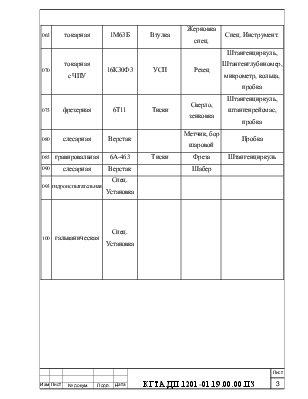
Маршрут обработки детали “Корпус планетарного редуктора” в базовом варианте включает в себя следующие операции (табл.2.1):
Таблица 2.1.
|
№ |
Наименование операции |
Станок |
Приспособление |
Режущий инструмент |
Мерительный инструмент |
|
005 |
токарная |
1М63Б |
3х кул. патрон |
Резец |
|
|
010 |
токарная с ЧПУ |
16К30Ф3 |
3х кул. патрон |
Резец |
Калибр |
|
015 |
фрезерная с ЧПУ |
ЛФ270Ф3 |
тиски |
Фреза |
|
|
020 |
токарная |
1М63Б |
3х кул. патрон |
Жерновка спец. |
Спец. инструмент |
|
025 |
фрезерная |
6Т11 |
Тиски |
Фреза |
Штангенциркуль |
|
030 |
фрезерная с ЧПУ |
ЛФ270Ф3 |
Тиски |
Фреза |
Штангенциркуль, штангенглубиномер |
|
035 |
фрезерная с ЧПУ |
ЛФ270Ф3 |
Тиски |
Фреза |
Штангенциркуль, штангенглубиномер |
|
040 |
фрезерная с ЧПУ |
ЛФ270Ф3 |
Тиски |
Фреза |
Штангенциркуль, штангенглубинометр |
|
045 |
токарная с ЧПУ |
16К30Ф3 |
3х кул. патрон |
Резец |
Пробка |
|
050 |
токарная |
1М63Б |
3х кул. патрон |
Жерновка спец. |
Спец. Инструмент. |
|
055 |
токарная с ЧПУ |
16К30Ф3 |
УСП |
Резец |
Штангенциркуль, штангенглубиномер, микрометр, кольца, пробка |
|
060 |
токарная с ЧПУ |
16К30Ф3 |
УСП |
Резец |
Штангенциркуль, Штангенглубиномер, микрометр, кольца, пробка |
|
065 |
токарная |
1М63Б |
Втулка |
Жерновка спец. |
Спец. Инструмент. |
|
070 |
токарная с ЧПУ |
16К30Ф3 |
УСП |
Резец |
Штангенциркуль, Штангенглубиномер, микрометр, кольца, пробка |
|
075 |
фрезерная |
6Т11 |
Тиски |
Сверло, зенковка |
Штангенциркуль, штангенрейсмас, пробка |
|
080 |
слесарная |
Верстак |
Метчик, бор шаровой |
Пробка |
|
|
085 |
гравировальная |
6А-463 |
Тиски |
Фреза |
Штангенциркуль |
|
090 |
слесарная |
Верстак |
Шабер |
||
|
095 |
гидроиспытательная |
Спец. Установка |
|||
|
100 |
гальваническая |
Спец. Установка |
|||
|
105 |
контрольная |
Стол |
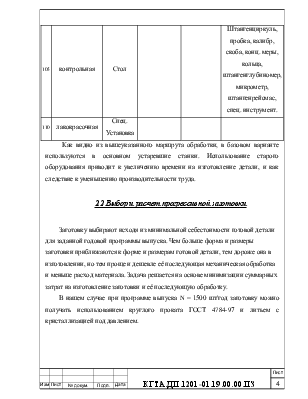
Штангенциркуль, пробка, калибр, скоба, конц. меры, кольца, штангенглубиномер, микрометр, штангенрейсмас, спец. инструмент. |
||
|
110 |
лакокрасочная |
Спец. Установка |
Как видно из вышеуказанного маршрута обработки, в базовом варианте используются в основном устаревшие станки. Использование старого оборудования приводит к увеличению времени на изготовление детали, и как следствие к уменьшению производительности труда.
2.2 Выбор и расчет прогрессивной заготовки
Заготовку выбирают исходя из минимальной себестоимости готовой детали для заданной годовой программы выпуска. Чем больше форма и размеры заготовки приближаются к форме и размерам готовой детали, тем дороже она в изготовлении, но тем проще и дешевле её последующая механическая обработка и меньше расход материала. Задача решается на основе минимизации суммарных затрат на изготовление заготовки и её последующую обработку.
В нашем случае при программе выпуска N = 1500 шт/год заготовку можно получать использованием круглого проката ГОСТ 4784-97 и литьем с кристаллизацией под давлением.
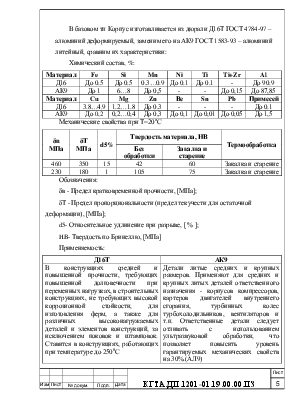
В базовом тп Корпус изготавливается из дюрали Д16Т ГОСТ 4784-97 – алюминий деформируемый, заменим его на АК9 ГОСТ 1583-93 – алюминий литейный, сравним их характеристики:
Химический состав, %:
|
Материал |
Fe |
Si |
Mn |
Ni |
Ti |
Ti+Zr |
Al |
|
Д16 |
До 0.5 |
До 0.5 |
0.3…0.9 |
До 0.1 |
До 0.1 |
- |
До 90.9 |
|
АК9 |
До 1 |
6…8 |
До 0,5 |
- |
- |
До 0,15 |
До 87,85 |
|
Материал |
Cu |
Mg |
Zn |
Ве |
Sn |
Pb |
Примесей |
|
Д16 |
3.8…4.9 |
1.2…1.8 |
До 0.3 |
- |
- |
- |
До 0.1 |
|
АК9 |
До 0,2 |
0,2…0,4 |
До 0,3 |
До 0,1 |
До 0,01 |
До 0,05 |
До 1,5 |
Механические свойства при Т=20oС
|
δв МПа |
δT МПа |
d5% |
Твердость материала, НВ |
Термообработка |
|
|
Без обработки |
Закалка и старение |
||||
|
460 |
350 |
15 |
42 |
60 |
Закалка и старение |
|
230 |
180 |
1 |
105 |
75 |
Закалка и старение |
Обозначения:
δв - Предел кратковременной прочности, [МПа];
δT - Предел пропорциональности (предел текучести для остаточной деформации), [МПа];
d5- Относительное удлинение при разрыве, [ % ];
HB- Твердость по Бринеллю, [МПа]
Применяемость:
|
Д16Т |
АК9 |
|
В конструкциях средней и повышенной прочности, требующих повышенной долговечности при переменных нагрузках, в строительных конструкциях, не требующих высокой коррозионной стойкости, для изготовления ферм, а также для различных высоконагружаемых деталей и элементов конструкций, за исключением поковок и штамповок. Ставится в конструкциях, работающих при температуре до 2500С |
Детали литые средних и крупных размеров. Применяют для средних и крупных литых деталей ответственного назначения - корпусов компрессоров, картеров двигателей внутреннего сгорания, турбинных колес турбохолодильников, вентиляторов и т.п. Ответственные детали следует отливать с использованием ультразвуковой обработки, что позволяет повысить уровень гарантируемых механических свойств на 30%.(АЛ9) |
Сравним эти два способа получения заготовок:
1. На базовом предприятии в качестве заготовки используется прокат, характеризующийся следующими показателями:
Габаритные размеры заготовки: Ф 95мм; L = 118мм
Масса заготовки - 2,3кг
2. Литье с кристаллизацией под давлением
2.1 Определение группы сложности отливки.
Определение группы сложности отливки ориентировочно оценивается коэффициентом сложности – Кс:
Кс=q/Gф,
Где q – масса детали, кг
Gф– масса фигуры, описанной вокруг детали, кг
Gф = ρ * v = 2,78 * 0,6 = 1,681 кг
Кс = 0,51/1,681=0.3
Группа сложности – III, так как Кс= 0,35…0,21
2.2
Класс размерной точности – 3…7т
Класс точности поверхности – 3…7
Класс точности массы - 5
Уточнение:
Тр = Трmin*Кп*Кс = 3*1,18*1,24 = 5 ,
Тп = Тпmin*Кп*Кс = 3*1,18*1,24 = 5,
где Тр – класс размерной точности;
Тп – степень точности поверхности;
Трmin – минимальный класс размерной точности;
Тпmin – минимальная степень точности поверхности;
Кп – коэффициент, учитывающий влияние типа производства;
Кс - коэффициент, учитывающий влияние сложности отливки.
Кп = 1,18
Кс = 1,24
2.3
|
№ |
Размер |
Т1, мм |
Т2, мм |
Т3, мм |
Т4, мм |
Т0, мм |
Т, мм |
Z, мм |
Размер отливки, мм |
|
1. |
111h11 |
0.40 |
0.20 |
0.44 |
- |
1.04 |
0.220 |
0,5 |
112±0,52 |
|
2. |
□55 IT14/2 |
0.50 |
0.20 |
0.44 |
- |
1.14 |
0.740 |
0,6 |
□56,2± 0,57 |
|
3. |
Ф38H9 |
0.56 |
0.20 |
- |
0.16 |
0.92 |
0.062 |
0,8 |
Ф36,4±0,46 |
|
4. |
Ф48H9 |
0.64 |
0.20 |
0,44 |
0.16 |
1.44 |
0.062 |
1,1 |
Ф45,8±0,50 |
|
5. |
12.5H12 |
0.36 |
0.20 |
- |
0.16 |
0.72 |
0.180 |
0,7 |
12,3±0,36 |
|
6. |
61H14 |
0.50 |
0.20 |
0,44 |
- |
1,14 |
0.740 |
0,7 |
60.8±0,57 |
|
7. |
Ф24g6 |
0.24 |
0.20 |
0.44 |
- |
0.88 |
0.013 |
0,8 |
Ф25,6±0,44 |
|
8. |
12IT9/2 |
0.22 |
0.20 |
0.44 |
- |
0.86 |
0.043 |
0,7 |
12,1±0,43 |
|
9. |
Ф20H11 |
0.24 |
0.20 |
0,44 |
0.16 |
1,04 |
0.130 |
0,6 |
Ф18,8±0,30 |
|
10. |
Ф48f9 |
0.50 |
0.20 |
0.44 |
- |
1.14 |
0.062 |
0,9 |
Ф49,8±0,57 |
|
11. |
20IT9/2 |
0.24 |
0.20 |
0.44 |
- |
0.88 |
0.052 |
0,7 |
21,4±0,44 |
|
12. |
Ф34Н12 |
0,44 |
0,20 |
0,44 |
- |
1,08 |
0,250 |
0,8 |
Ф35,6±0,54 |
|
13. |
5H9 |
0.28 |
0.20 |
0.44 |
- |
0,92 |
0.030 |
0,7 |
4,8±0,54 |
|
14. |
Ф30g6 |
0.44 |
0.20 |
- |
- |
0,64 |
0.013 |
0,6 |
Ф31,2±0,54 |
|
15. |
14IT9/2 |
0.18 |
0.20 |
- |
- |
0.38 |
0.043 |
0,4 |
13,8±0,41 |
|
16. |
Ф20H12 |
0.24 |
0.20 |
- |
- |
0.60 |
0.210 |
0,6 |
Ф18,8±0,30 |
|
17. |
Ф30g6 |
0.28 |
0.20 |
- |
- |
0.48 |
0.013 |
0,5 |
Ф31±0,24 |
|
18. |
Ф12Н14 |
0,22 |
0,20 |
- |
- |
0,42 |
0,430 |
0 |
Ф12±0,215 |
|
19. |
12Н12 |
0,32 |
0,20 |
- |
- |
0,52 |
0,180 |
0,6 |
12,1±0,26 |
|
20. |
52.5IT14/2 |
0.50 |
0.20 |
- |
- |
0.70 |
0.740 |
0 |
52.5±0.35 |
|
21. |
36IT13/2 |
0.44 |
0.20 |
- |
- |
0.64 |
0.390 |
0.4 |
36.4±0.32 |
|
22. |
88IT14/2 |
0.56 |
0.20 |
0.44 |
- |
1.20 |
0.870 |
0.7 |
87.8±0.6 |
2.4Степень коробления -2...5
Уточнение:
Ск = Ckmin*Км*Кс = 2*1,1*1,2 = 3,
где Ск – степень коробления;
Скmin – минимальная степень коробления;
Кп – коэффициент, учитывающий материал отливки;
Кс - коэффициент, учитывающий влияние сложности отливки.
Км =1,1
Кс =1,2
Степень сложности III
2.5 Общий допуск на размер Т0
Т0 = Т1+Т2+Т3+Т4
Ряд припуска 2.
2.6Шероховатость поверхности по критерию Rа = 5.0
2. Технико – экономические показатели выбора заготовки сводим в таблицу Таблица 2.2
|
Базовый вариант |
Проектный вариант |
|
|
Масса детали |
0,51 кг |
0,51 кг |
|
Масса заготовки |
2,3 кг |
0,73 кг |
|
Вид заготовки |
Прокат |
Литье с кристаллизацией под давлением |
|
Шероховатость поверхности, ГОСТ |
по Rа = 40 мкм. ГОСТ 4784-97 |
по Rа = 5 мкм. ГОСТ 1583-93 |
|
КИМ (коэффициент использования материала) |
0,22 |
0,70 |
|
Стоимость 1 тонны заготовок, руб |
148980 |
226000 |
|
Себестоимость 1-ой заготовки, руб |
342.654 |
164.98 |
|
Ожидаемый экономический эффект: а)экономия материала, кг в год; б)экономия денежных средств, руб. в год; |
2355 266511 |
Согласно приведенных технико-экономических показателей выбора заготовки, принятая заготовка – отливка экономически целесообразна.
В дипломном проекте принимаю заготовку – отливку, изготавливаемую литьем с кристаллизацией под давлением.
2.3 Разработка маршрутного технологического процесса
Разработанный технологический процесс должен быть прогрессивным, обеспечить повышение производительности труда и количество деталей, сохранение трудовых и материальных затрат на его реализацию, уменьшение вредных воздействий на окружающую среду.
Базовой исходной информацией для проектирования технологического процесса служат рабочий чертеж детали, базовый технологический процесс механической обработки, технологические требования, регламентирующие точность, параметры шероховатости поверхности и другие требования качества, объем годового выпуска изделий, определяющий возможность организации поточного производства.
При проектировании использовалась руководящая информация, предопределяющая принимаемых решений государственным и отраслевым стандартами, а так же справочная информация, к которой относятся опыт изготовления аналогичных изделий; методические материалы.
Для разработки технологического процесса предварительно изучалась конструкция и функция детали, выполняемые в механизме. Рабочий чертеж детали имеет все данные, необходимые для исчерпывающего понимания
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.