основе использования прогрессивного оборудования, оснастки и мероприятий по устранению причин брака».
Цель патентных исследований – исследование технического уровня.
1. Задание на проведение патентного поиска.
Студент: Долгий Евгений Васильевич
Группа: Т-200
Выдано: « ___ » _____________ 2005г.
Название предмета поиска, подлежащего проработке:
приспособление для закрепления детали сложного профиля для обработки на пятикоординатном обрабатывающем центре.
Страны: РФ
Глубина поиска: с 1990 по 2005 гг.
Подпись руководителя проекта: ___________
Подпись консультанта: ___________
Подпись студента: ___________
2. Результаты проведения патентных исследований.
Табл. 1
|
Страна поиска |
Классифика- ционные индексы МПК, по которым проводился поиск |
Перечень просмотренных материалов |
Название аналогов (изобретения, модели). Библиографические данные, достаточные для их нахождения |
|
РФ Страна поиска |
B23Q 3/00 B23Q 3/06 Классифика- ционные индексы МПК, по которым проводился поиск |
Бюллетень “Изобретения (заявки и па- тенты)” Перечень просмотренных материалов |
Устройство для установки и зак- репления на столе металлорежу- щего станка длинномерной дета- ли. Пат. № 2226145, 2004г. Устройство для поддержки дета- ли. Пат. № 2199427, 2003г. Устройство для закрепления де- талей. Пат. № 2149078, 2000г. Зажимное приспособление для деталей получашечной формы. Пат. № 2101155, 1998г. Устройство для зажима загото- вок. Пат. № 2117564, 1998г. Устройство для зажима деталей. Пат. № 2084324, 1997г. Приспособление для закрепле- ния деталей. Пат. № 2066611, 1996г. Устройство для установки дета- ли. Пат. №2047459, 1995г. Устройство для крепления не- жестких деталей криволинейно- го профиля. А.с. № 648374, 1979 Название аналогов (изобретения, модели). Библиографические данные, достаточные для их нахождения |
|
Приспособление для установки и зажима крупногабаритных дета- лей. А.с. № 648373, 1979г. Устройство для установки дета- лей. А.с. № 589106, 1978г. Устройство для установки дета- лей сложной формы. А.с. № 553083, 1977г. |
3. Сравнительный анализ.
Известно устройство для зажима деталей по пат. РФ № 2084324, содержащее
опорную плиту с направляющим пазом, силовой привод с тягой и прихват.
Устройство работает следующим образом. Вращением вспомогательной тяги с коромыслом, которая лежит на опорной поверхности, опускаем или поднимаем конец коромысла на требуемую высоту от опорной поверхности опорной плиты, а затем фиксируем вспомогательную тягу фиксатором. Закрепляемая деталь ставится на опорную плиту. При нижнем положении тяги силового привода седло вместе с установленным на нем силовым приводом и прихватом перемещаются по направляющему пазу до тех пор, пока конец коромысла станет над закрепляемой деталью. При включении силового привода и движении вверх тяги, взаимодействующей с радиусной поверхностью прихвата,
вспомогательная тяга перемещается вниз, взаимодействуя радиусной
поверхностью головки с радиусной впадиной коромысла, и закрепляет деталь. Отжим детали осуществляется с помощью пружины, возвращающей в исходное положение тягу при выключенном силовом приводе. Наличие вспомогательной тяги с радиусной головкой, коромысла, вращающегося на 360° относительно оси
вспомогательной тяги, значительно повышает универсальность устройства для закрепления детали.
Недостатком этого устройства является сложность зажима детали.
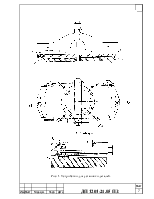
Этого недостатка лишено приспособление для установки и зажима крупногабаритных деталей по а.с. РФ № 648373, состоящее из базовой плиты,
на которой установлены при помощи болтов упоры и фиксатора для установки обрабатываемой детали, которая закреплена прижимом и шпилькой с гайкой, причем прижим упирается на опору.
Используют приспособление следующим образом. При помощи ножек,
вворачивая или выворачивая их, устанавливают плоскость базовой плиты в прос-
транстве относительно плоскости установки на станке. По чертежным размерам от плоскости устанавливают расстояние касания с поверхностью шариков по двум осям координат, что позволяет более точно ориентировать плоскость базо- вой плиты в пространстве. Затем устанавливают в фиксаторе головку и ориенти- руют ее при помощи плоскостей, определяя положение центра обрабатываемой
плоскости детали для подвода инструмента. По окончании установки в требуемое положение делают подливку цемента под ножки, создавая большую плоскость опоры приспособления. После подготовки приспособления на плоскость упоров устанавливают деталь и закрепляют прижимами и шпилькой с гайкой. Заготовка уже сориентирована по всем координатам с плоскостью установки на станке, центр и плоскость определяют место обработки детали. После установки на станке подводят резец к центру, и от центра начинается обработка детали.
Для обработки другого типа заготовки устанавливается новая головка фиксатора, упоры с прижимами располагают в другом месте.
Недостатком приспособления является сложность и трудоемкость
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.