





 1.Общая часть
1.Общая часть
1.1Характеристика служебного назначения и конструкции детали.
Перед проектированием технологического процесса необходимо произвести анализ исходных данных.
Одним из исходных документов является рабочий чертеж детали "Корпус датчика ".
Данная деталь “Корпус датчика” представляет собой корпусную деталь. Данная деталь является корпусом в который монтируется датчик служащий для снятия дополнительных параметров с основного элемента управления в изделии вносящих необходимые изменения в работу всего изделия, что обеспечивает необходимые условия работы, а так же на корпусе имеются конструктивные элементы обеспечивающие необходимую точность сборки узла в целом. То есть нужно отметить, что корпус несёт основную функцию позиционирования датчика относительно основного узла управления в строго заданном положении.
Габаритные размеры 20х11х38 мм.
Деталь относится к разряду мелких.
Масса детали 48 гр., соответственно деталь не требует специальных грузоподъемных средств.
Деталь термообработки по техническим требованиям не требует.
На базовом предприятии в качестве заготовки используется пруток, в данной курсовой работе предлагаю использование проката большего диаметра.
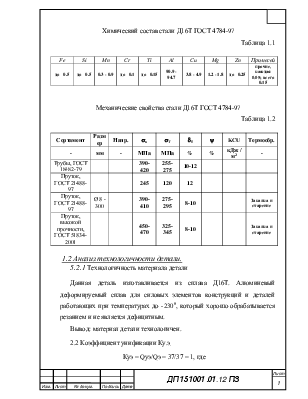
Деталь изготавливается из сплава Д16Т ГОСТ 4784-97, химический состав которой указан в таблице 1.1, а механические свойства – в таблице 1.2. [1,с.235]
На базовом предприятии в качестве заготовки используется прокат.
Химический состав
стали Д16Т ГОСТ 4784-97|
Fe |
Si |
Mn |
Cr |
Ti |
Al |
Cu |
Mg |
Zn |
Примесей |
|
до 0.5 |
до 0.5 |
0.3 - 0.9 |
до 0.1 |
до 0.15 |
90.9 - 94.7 |
3.8 - 4.9 |
1.2 - 1.8 |
до 0.25 |
прочие, каждая 0.05; всего 0.15 |
|
Сортамент |
Размер |
Напр. |
sв |
sT |
d5 |
y |
KCU |
Термообр. |
|
- |
мм |
- |
МПа |
МПа |
% |
% |
кДж / м2 |
- |
|
Трубы, ГОСТ 18482-79 |
390-420 |
255-275 |
10-12 |
|||||
|
Пруток, ГОСТ 21488-97 |
245 |
120 |
12 |
|||||
|
Пруток, ГОСТ 21488-97 |
Ø 8 - 300 |
390-410 |
275-295 |
8-10 |
Закалка и старение |
|||
|
Пруток, высокой прочности, ГОСТ 51834-2001 |
450-470 |
325-345 |
8-10 |
Закалка и старение |
1.2 Анализ технологичности детали.
5.2.1 Технологичность материала детали
Данная деталь изготавливается из сплава Д16Т. Алюминевый деформируемый сплав для силовых элементов конструкций и деталей работающих при температурах до -2300, который хорошо обрабатывается резанием и не является дефицитным.
Вывод: материал детали технологичен.
2.2 Коэффициент унификации Ку.э.
Куэ = Qуэ/Qэ = 37/37 = 1, где
 Qуэ – количество унифицированных элементов в детали.
Qуэ – количество унифицированных элементов в детали.
Qэ – общее количество конструктивных элементов детали
Вывод: т.к. Куэ = 1, то по данному показателю деталь технологична.
2.3 Коэффициент точности обработки Кт.ч
Ктч= 1 – 1 / Аср,
где: Аср – средний квалитет обработки детали;
Аi – квалитет обработки;
ni – число соответствующего квалитета.
Аср = ( Аi * ni) / Σ ni = 11*5+12*4+13*14 / 5+4+14= 12,39
Ктч = 1 – 1 / Аср = 1 – 1 / 12,39 = 0,919.
Таблица 2.1
Точность поверхностей
|
Наименование поверхностей |
Квалитеты точности |
Всего |
|||
|
11 |
12 |
13 |
14 |
||
|
Унифицирован. (стандартные) |
5 |
4 |
14 |
23 |
|
|
Неунифицирован. |
5 |
4 |
14 |
23 |
|
|
Всего |
5 |
4 |
14 |
23 |
|
Вывод: т.к. Кт.ч. > 0,8, то по данному показателю деталь технологична.
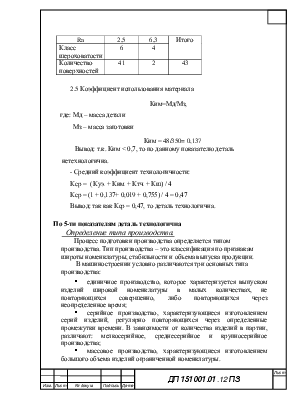
2.4 Коэффициент шероховатости Кш
Кш. = 1 – 1 / Бср,
где: Бср – средний класс шероховатости детали;
Бi – класс шероховатости;
ni – число поверхностей
Бср = Σ (Бi * ni) /Σ ni = 4*41+6*2 / 43 = 205/45 = 4,09;
Кш = 1 – 1 / Бср = 1 – 1 / 4,09= 0,755.
Таблица 2.2
 |
|||
|
Ra |
2,5 |
6,3 |
Итого |
|
Класс шероховатости |
6 |
4 |
|
|
Количество поверхностей |
41 |
2 |
43 |
2.5 Коэффициент использования материала
Ким=Мд/Мз,
где: Мд – масса детали
Мз – масса заготовки
Ким = 48/350= 0,137
Вывод: т.к. Ким < 0,7, то по данному показателю деталь нетехнологична.
- Средний коэффициент технологичности:
Кср = ( Куэ. + Ким. + Ктч. + Кш) / 4
Кср = (1 + 0,137+ 0,019 + 0,755) / 4 = 0,47
Вывод: так как Кср = 0,47, то деталь технологична.
Определение типа производства.
Процесс подготовки производства определяется типом производства. Тип производства – это классификация по признакам широты номенклатуры, стабильности и объема выпуска продукции.
В машиностроении условно различаются три основных типа производства:
§ единичное производство, которое характеризуется выпуском изделий широкой номенклатуры в малых количествах, не повторяющихся совершенно, либо повторяющихся через неопределенное время;
§ серийное производство, характеризующиеся изготовлением серий изделий, регулярно повторяющихся через определенные промежутки времени. В зависимости от количества изделий в партии, различают: мелкосерийное, среднесерийное и крупносерийное производства;
§ массовое производство, характеризующиеся изготовлением большого объема изделий ограниченной номенклатуры.
Тип производства по ГОСТ 3.1119-83 характеризуется
коэффициентом закрепления операций. Коэффициент закрепления операций должен в
производственных условиях определяться для планового периода, равного одному
месяцу. Последнее обстоятельство, очевидно, учитывает условия серийного
производства, для которого характерна большая номенклатура изделий и
сравнительно частая смена объектов производства, что и определяется большими
значениями закрепления операций
 -крупносерийное
производство
-крупносерийное
производство
tв- такт выпуска изделия, мин
Тшт.ср- среднее штучное время=3.018 мин
n- число операций
m- число рабочих смен
Таблица 3.1
|
№ |
Название операции |
Тшт., мин |
|
1 |
2 |
3 |
|
010 |
Ленточно отрезная |
0,2 |
|
020 |
Токарная с ЧПУ |
2,47 |
|
025 |
Токарная с ЧПУ |
0,87 |
|
030 |
Токарная |
0,17 |
|
035 |
Комплексная на ОЦ с ЧПУ |
4,96 |
|
040 |
Слесарная |
2,5 |
|
045 |
Комплексная на ОЦ с ЧПУ |
0,156 |
|
050 |
Фрезерная |
3,0 |
|
055 |
Слесарная |
3,0 |
|
060 |
Комплексная на ОЦ с ЧПУ |
10,04 |
|
065 |
Фрезерная |
4,5 |
|
070 |
Фрезерная с ЧПУ |
3,644 |
|
075 |
Комплексная на ОЦ с ЧПУ |
3,65 |
|
080 |
Слесарная |
3,0 |
|
|||
|
085 |
Сверлильная |
7,99 |
|
090 |
Слесарная |
1,26 |
|
095 |
Сверлильная |
6,0 |
|
100 |
Фрезерная |
2,0 |
|
105 |
Слесарная |
4,5 |
|
110 |
Промывка |
0,15 |
|
115 |
Контрольная |
0,98 |
|
Тшт.ср= =3,018 |

Располагая штучным и штучно калькуляционным временем, затраченным на каждую операцию, определяем количество станков.
где N- годовая программа выпуска, шт
Fд- действительный годовой фонд времени, ч
Тшт- штучное время, мин
ηзн – нормативный коэффициент загрузки оборудования
N=5000 шт. в год
Тшт=60.36мин. (штучное время затрачиваемое на выполнение всех операций)
Fд =1874 часа (при односменной); 3748 часов при двухсменной работе.
Среднее значение нормативного коэффициента загрузки оборудования по отделению или участку цеха при двухсменной работе следует принимать для массового производства 0,8…0,9; серийного- 0,75…0,85; массового и крупносерийного – 0,65-0,75.
Fд=[(365-115-14+2)*8-7*2]*2(1-П/100)
Где 365- число календарных дней;
115 – количество выходных дней;
14 - количество праздничных дней;
7 – количество
сокращенных рабочих дней (на одного человека);
2 – количество рабочих суббот;
2 - число смен работы оборудования;
8 – продолжительность рабочего дня;
П –потери рабочего времени на проведение ремонтов, обслуживания, настройки и подналадки оборудования (в %).
Fδ=[(365-115-14+2)*8-7*2]*2(1-3/100)=3748 часов

При групповой форме организации производства запуск изделий производится партиями с определенной периодичность, что является признаком серийного производства.
Количество деталей в партии для определенного запуска допускается
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.