- Уравнение кинематического баланса

- Схема передачи движения с вариациями передач органов настройки:

- Определение передаточных отношений органов настройки.
![]()

ZН – число зубьев колеса конуса механизма Нортона
ZН = 26, 28, 32, 36, 40,
44, 48 = ![]() , где
, где
А = 1; 3; 5; 7; 9; 11; 13; b – целое число от1 до 5
![]() - шаг резьбы в виде показательной
функции
- шаг резьбы в виде показательной
функции
![]() , В = 1
, В = 1
Так как В = А, то находим ZН = 32
Подставим в уравнение кинематического баланса функции передаточных отношений органов настройки и выражение шага в виде показательной функции с основанием 2:

![]()
![]()
к + т = -1
Возможные значения к и т: к = 0, т = -1
к = -1, т = 0
Предпочтение отдаем варианту с меньшим значением к : к = -1, т = 0
Значит  ;
; 
- Уравнение кинематического баланса с реальными передаточными отношениями:

Подготовка заготовки к нарезанию резьбы.
Заготовка из материала СЧ 21-40 зажимается в самоцентрирующемся трехкулачковом патроне по наружному диаметру. Диаметр заготовки определяется как предельное значение номинального наружного диаметра:
![]()
Шероховатость поверхности заготовки под резьбу нормальной точности Ra = 3,2.
В конце резьбового участка протачивают канавку для выхода резца.
Рис 6. Эскиз заготовки
Выбор материала и геометрии резца.
Для нарезания наружной метрической резьбы используем резьбовой резец стержневого типа с материалом режущей части Р9.
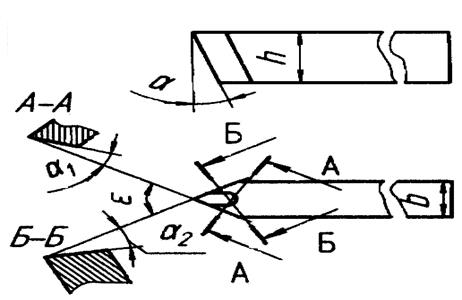
Рис 7. Эскиз резца
Угол подъема винтовой линии: 
S – шаг резьбы, d – наружный диаметр резьбы
Исходя из этого, выбираем следующие углы резца: 
Установка резца.
Резьбовой резец устанавливают точно по центру заготовки. Установка ниже центра приводит к искажению профиля резьбы, а выше центра – к «затиранию» резца.
Выбор и установка режимов резания.
Подача соответствует шагу резьбы; глубина резания определяется числом рабочих ходов. После каждого рабочего хода резец выводят из канавки, суппорт возвращают в исходное положение и вновь начинают рабочий ход. Число рабочих ходов и глубина врезания для каждого рабочего хода зависят от шага нарезаемой резьбы и от материала резьбового резца.
- Глубина полного врезания 
От этой глубины 70% рекомендуется на черновое врезание и 30% - на чистовое. С учетом цены деления лимба поперечной подачи (0,05 мм/об.лимба на диаметр) глубины врезания на рабочих ходах определяются следующим образом:
- Припуск на зачистку: ![]()
Скорость резания зависит от обрабатываемого материала, материала режущей части резца и шага резьбы. Скорость резания при обработке чугуна резцом из быстрорежущей стали: 10-15 м/мин. Для чистовых рабочих ходов скорость резания увеличивают в 1,5-2 раза.
Принимаем скорость резания - для чернового точения – 12 м/мин
- для чистового точения – 19 м/мин
По выбранной скорости резания рассчитываем число оборотов шпинделя и принимаем ближайшее станочное (с округлением в меньшую сторону):
- Число оборотов шпинделя: 


Принятое число оборотов устанавливается рукоятками 1, 4:
|
Для чернового точения |
Для чистового точения |
||
|
Рукоятка 1
4 |
Рукоятка 4
|
Рукоятка 1
6 |
Рукоятка 4
|
Требуемый вид резьбы и ее шаг устанавливается рукоятками 2, 19, 18:
|
Сменные зубчатые колёса гитары |
Рукоятка 2 |
Рукоятка 3 |
Тип резьбы и диапазон шага (хода) |
Шаг (ход) |
|
А – 42 Д – 50 |
|
|
Метрическая 3,5 - 6 |
4 |
При повороте рукоятки 19 достигается выбор ряда резьб, а для получения нужной величины резьбы из ряда необходимо диск барабана 18 вытянуть на себя, повернуть до совпадения риски диска с риской барабана, а затем диск подать вперед в прежнее положение.
Практическая часть.
Результаты измерения основных параметров нарезаемой резьбы:
|
Измеряемый параметр |
Теоретический размер |
Полученный размер |
Вывод о годности |
|
Наружный диаметр |
|
35,88 |
+ |
|
Средний диаметр |
|
33,51 |
- |
|
Шаг резьбы |
4 |
4 |
+ |
|
Шероховатость |
3,2 |
3,2 |
+ |
|
угол |
600 |
600 |
+ |
Анализ причин брака при нарезании резьбы резцом и рекомендации по их устранению:
|
Вид брака |
Причина |
Рекомендации по устранению |
|
Неполный профиль резьбы |
Неправильная установка величины врезания по лимбу |
Тщательно установить величину врезания для последнего рабочего хода |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.