2 форма и размеры инструмента должны как можно точнее соответствовать форме и размерам детали, взаимодействующей с обрабатываемой деталью в готовом изделии;
3 технологические режимы обработки должны по возможности быть близкими режимам эксплуатации изделия, деталь которого подвергается обработке;
4 температурный режим формообразования должен быть близок температурному режиму работы изделия, деталь которого подвергается обработке;
5 хотя бы в качестве одного из технологических факторов обработки необходимо использовать эксплуатационный фактор, приводящий к возникновению условий, снижающих эксплуатационные свойства изделия.
Наиболее полно указанным требованиям отвечает способ имитационной безабразивной обработки дорожек качения колец подшипников, схема которого представлена на рисунке 4.
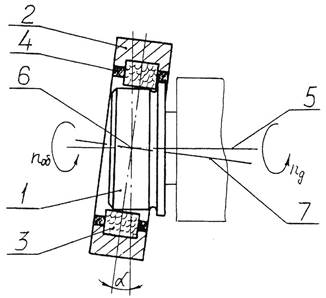 |
Рисунок 4 - Схема безабразивной обработки беговых дорожек подшипников качения
Обработка заготовки 1 осуществляется инструментальной обоймой 2 с комплектом роликов 3 и сепаратором 4. Инструментальная обойма и комплект роликов изготовлены из материала с повышенной твердостью, например из твердого сплава. На рабочей поверхности инструментальных роликов 3 нанесен специальный микрорельеф, позволяющий интенсифицировать обработку. Поскольку в процессе эксплуатации подшипников наиболее негативное влияние на их работоспособность оказывают эксплуатационные перекосы, то в ходе имитационной обработки создают технологический перекос инструментальной обоймы с роликами относительно плоскости симметрии обрабатываемой поверхности и придают заготовке и инструменту вращение. При этом инструментальная обойма с роликами вращается вокруг оси 7, описывающей конус с вершиной в центре 6 симметрии обрабатываемой поверхности. Заготовка 1 получает вращение вокруг горизонтальной оси 5. В процессе обработки инструментальные ролики обкатывают со скольжением обрабатываемую поверхность, соскабливая с нее лишний слой металла.
Важным условием имитационной безабразивной обработки колец подшипников является то, что инструментальная обойма с комплектом роликов по форме и размерам соответствуют кольцу и роликам подшипника, деталь которого подвергается обработки, а технологический угол α скрещивания осей выбирают, исходя из максимально возможного эксплуатационного перекоса колец данного типа подшипника. Например, если обработке подвергается внутреннее кольцо роликоподшипника 42305, то инструментальная обойма и ролики по форме и размерам соответствуют наружному кольцу и роликам данного подшипника, а технологический угол скрещивания осей соответствует максимально возможному эксплуатационному углу перекоса колец этого подшипника.
Технологические режимы обработки выбираются таким образом, чтобы скорость перемещения инструментальных роликов по обрабатываемой поверхности соответствовала скорости движения тел качения при эксплуатации роликоподшипника в рабочем узле. Это достигается подбором определенного соотношения частот вращения инструментальной обоймы и обрабатываемой заготовки.
Обеспечение указанных условий обработки позволяет на стадии изготовления формировать на рабочих поверхностях колец подшипников точностные параметры, а также физико-механические свойства поверхностных слоев, близкие тем, которые формируются в период приработки деталей при работе изделия в узле.
Таким образом, из проведенного анализа видно, что режимные факторы безабразивной обработки дорожек качения роликоподшипников в той или иной степени оказывают влияние на процесс образования микронеровностей обрабатываемой поверхности и параметров точности ее геометрической формы в поперечном сечении.
Меняя режимы обработки, можно достаточно эффективно управлять производительностью съема припуска, шероховатостью обрабатываемой поверхности, а также точностью формообразования поверхности заготовки в ее продольном и поперечном сечениях.
Важно отметить, что метод имитационной безабразивной обработки позволяет получить форму поперечного сечения заготовки достаточно высокой точности. Так, при обработке дорожек качения внутренних колец роликоподшипников на оптимальных режимах с технологическим углом скрещивания осей, равным 8 мин., удалось снизить волнистость обрабатываемой поверхности до 0,04 мкм, а ее отклонение от круглости - до 0,6 мкм. При этом формировалась выпуклость профиля дорожки качения в пределах 2 мкм.
Список использованных источников
1 Вестник машиностроения. 2000. № 6. В.Г. Рахчеев Высокоэффективный процесс суперфиниширования бомбинированных дорожек качения колец и роликов конических подшипников. - с. 43.
2 Известия вузов. Машиностроение. 2003. № 10. М.К. Решетников Имитационные технологии производства подшипников качения. - с. 71.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.