Лекция 7
План:
1. Станочная система ГПС. Структура многоцелевых станков с ЧПУ
типа "обрабатывающий центр".
Основным элементом ГПС является технологическое оборудование, которое образует так называемую станочнуюсистему(производственный модуль). Состав технологического оборудования ГПС определяется исходя из технологического семейства (группы) деталей, подлежащих обработке.
Станочная система представляет собой совокупность станков и станочных модулей. В зависимости от типа ГПС, она может формироваться на базе станков общего применения, специализированных и специальных станков. Классификация станочных систем ГПС может быть представлена схемой на рисунке 7.1.,где:
МЦС - универсальные многоцелевые станки с ЧПУ типа ОЦ и ТОЦ;
С, Ф, Р, Т- одноцелевые сверлильные, фрезерные, расточные и токарные станки с ЧПУ;
ПАС - переналаживаемые агрегатные станки с автоматической сменой многошпиндельных головок (МШГ) - мультицентры;
АС, СС - агрегатные и специальные станки с ЧПУ.
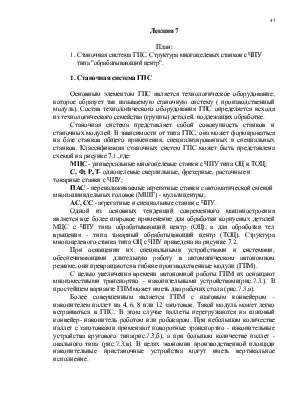
Одной из основных тенденций современного машиностроения является все более широкое применение для обработки корпусных деталей МЦС с ЧПУ типа обрабатывающий центр (ОЦ), а для обработки тел вращения - типа токарный обрабатывающий центр (ТОЦ). Структура многоцелевого станка типа ОЦ с ЧПУ приведена на рисунке 7.2.
При оснащении их специальными устройствами и системами, обеспечивающими длительную работу в автоматическом автономном режиме, они превращаются в гибкие производственные модули (ГПМ).
С целью увеличения времени автономной работы ГПМ их оснащают многоместными транспортно - накопительными устройствами(рис.7.3.). В простейшем варианте ГПМ может иметь два рабочих стола (рис.7.3,а).
Более совершенным является ГПМ с шаговым конвейером - накопителем паллет на 4, 6, 8 или 12 заготовок. Такой модуль может легко встраиваться в ГПС. В этом случае паллеты перегружаются на шаговый конвейер- накопитель роботом или робокаром. При небольшом количестве паллет с заготовками применяют поворотные транспортно - накопительные устройства кругового типа(рис.7.3,б), а при большом количестве паллет - овального типа (рис.7.3,в). В целях экономии производственной площади накопительные пристаночные устройства могут иметь вертикальное исполнение.
|
|
Рис.7.2. Структурное построение МЦС с ЧПУ типа ОЦ.
 |
Рис.7.3. Варианты компоновок ГПМ:
а) с двумя рабочими столами;
б) с круговым накопителем;
в) с накопителем овального типа.
При использовании ТОЦ актуальной является проблема автоматической переналадки патронов. Ряд фирм применяют патроны с увеличенным ходом кулачков от привода. Другие применяют устройства для автоматической смены кулачков в патронах, состоящие из робота- манипулятора и поворотного магазина- накопителя для хранения кулачков.
Для повышения гибкости крупносерийного производства получили широкое применение переналаживаемые агрегатные станки с ЧПУ (ПАС).
Переналаживаемые агрегатные станки с ЧПУ иногда также называют мультицентрами.
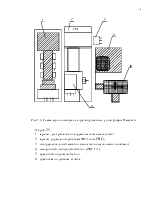
Пример компоновки двухстороннего переналаживаемого агрегатного станка с ЧПУ приведен на рисунке 7.4. В ПАС наиболее часто магазин - накопитель многошпиндельных головок (МШГ) выполняется в виде цепного или роликового транспортера.
На схеме (рис.7.4.) цифрами обозначены:
1 - силовой стол с приводной головкой (крестовая подвижная стойка);
2 - неподвижно- поворотный стол с челночной загрузкой;
3 - многошпиндельная головка (МШГ);
4 - накопитель многошпиндельных головок (МШГ);
5 - позиция съема МШГ из накопителя;
6 - позиция загрузки МШГ на силовой стол;
7 - позиция смены заготовок на спутнике;
8 - монитор системы управления;
9 - устройство ЧПУ типа CNC;
10- пульт управления системы ЧПУ.
В условиях автоматизированного крупносерийного и массового производства с целью повышения гибкости применяют агрегатные станки с ЧПУ (АС) и специальные станки с ЧПУ (СС).
Для АС с ЧПУ наиболее актуальной является задача создания их из агрегатированных узлов и конструкций. Пример компоновки переналаживаемого агрегатного станка с ЧПУ (мультицентра), составленного из отдельных агрегатированных блоков, показан на рисунке 7.5.
|
|
|
|
Рис.7.5. Схема мультицентра из агрегатированных узлов фирмы Ямазаки:
На рис.7.5.:
1 - агрегат для хранения инструментальных магазинов;
2 - агрегат управления (система ЧПУ типа CNC);
3 - инструментальный магазин с многошпиндельными головками;
4 - поворотный неподвижный стол (НПС 1А);
5 - крестовой подвижный стол;
6 - крестовая подвижная стойка.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.