Форма выполнена из шести вертикальных секторов, каждый из которых образован тремя чугунными тюбингами, стянутыми болтами через горизонтальные фланцы. Секторы шарнирно подвешены попарно на трех колоннах, установленных в клети, и поворачиваются при открытии и закрытии формы примерно на 30°. Поворот их осуществляется с помощью шести гидродомкратов, разделенных на две группы: одни управляют тремя левыми секторами, а другие — правыми. На секторах установлено по два гидравлических замка. Снаружи на раструбной части секторов формы установлены электровибраторы для дополнительного уплотнения бетонной смеси в раструбной части трубы, которая не вальцуется. При изготовлении бетонных и железобетонных труб диаметром 1250 мм и более предусматривается фальцевое их соединение. В этом случае в пределах всего тела трубы бетонная смесь уплотняется при совместном действии вибрации и давления вальца.
Клеть представляет собой собранную на болтах металлоконструкцию. В шести кронштейнах, закрепленных в полу и в крыше клети, установлены три колонны с вращающимися на шарикоподшипниках литыми сегментами, к которым прикреплены секторы формы. На крыше клети смонтированы четыре тяги и траверса с центральным пальцем для захвата клети крюком крана. Клеть в шахте скользит по задним направляющим рельсам. На передней стенке клети размещены выдвигающиеся в стороны башмаки, скользящие по боковым направляющим рельсам и обеспечивающие точную фиксацию геометрических осей формы и колонны. В крыше клети имеется круглое отверстие, через которое в форму подается бетонная смесь. Отверстие в полу клети служит для установки поддона раст-рубообразователя, на который предварительно помещают арматурный каркас, и опирается свежеизготовлеиная труба после распалубки.
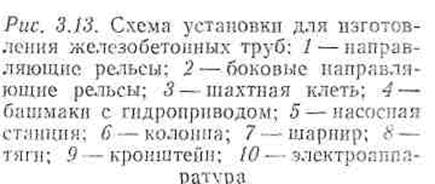
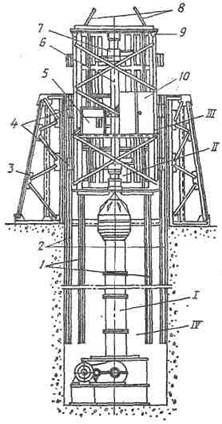
Верхняя часть шахты имеет в плане П-образную форму. Она обеспечивает ввод и вывод клети, и ее фиксацию в направляющих рельсах. На передней стенке клети установлены насосная станция и шкаф управления гидродомкратами открытия и закрытия формы, заклинивающими замками и башмаками. Рабочее давление в гидросистеме регулируется с помощью автоматического клапана и поддерживается на уровне 2,5 МПа.
Управление формой и клетью осуществляется с пульта (кнопочной станции). Исключается неправильное включение гидродомкратов. Двигателями привода вальцующего бандажа и электровибраторов управляют с кнопочных станций, установленных в шкафу возле шахты. Здесь же помещается кран управления пневмовибраторами виброголовки и контрольный воздушный манометр.
|
|

Клеть с формой поднимает и опускает по вертикали в
шахте, а также переносит на рядом расположенные участки специальный кран грузоподъемностью 30 т с широким диапазоном изменения скорости подъема—опускания главного крюка (0,12—8 м/мин).
Процесс изготовления трубы состоит из следующих операций. Клеть со смазанной раскрытой формой помещают на свободный пост заправки, представляющий собой шахту, в которой установлены на подставке поддон раструбообразователя и арматурный каркас (рис. 3.14). При формовании бетонной трубы поддон имеет очертание, необходимое для образования фальцевого стыка. В этом случае арматурный каркас не устанавливают. Форму закрывают, захватывая при этом поддон с арматурным каркасом. Клеть с формой вводят в шахту, где после выдвижения боковых башмаков ее фиксируют на направляющих рельсах. Клеть опускают до уровня, при котором верхний срез раструбообразователя формы совпадает с вальцующим бандажом формующей колонны.
Одновременно с началом подачи бетонной смеси в форму включают пневмовибраторы виброголовки и шесть электровибраторов раструбной части формуемой трубы. Через 4—5 мин (после уплотнения раструба) электровибраторы выключают, включают привод вальцующего бандажа и клеть с формой медленно опускают по направляющим рельсам в шахту. Под влиянием высокочастотных колебаний (Wо=150 Гц), передающихся от виброголовки, бетонная смесь разжижается и заполняет кольцевое пространство между виброголовкой, успокоителем и стенкой формы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.