Лекция 10
План:
1. Процесс накопления погрешностей обработки на вертикальном
МЦС с ЧПУ.
2. Количественная оценка погрешностей обработки на вертикальном
МЦС с ЧПУ.
3. Размерные связи и процесс образования погрешностей диаметральных
размеров при растачивании отверстий на МЦС.
Количественная оценка возможной точности обработки.
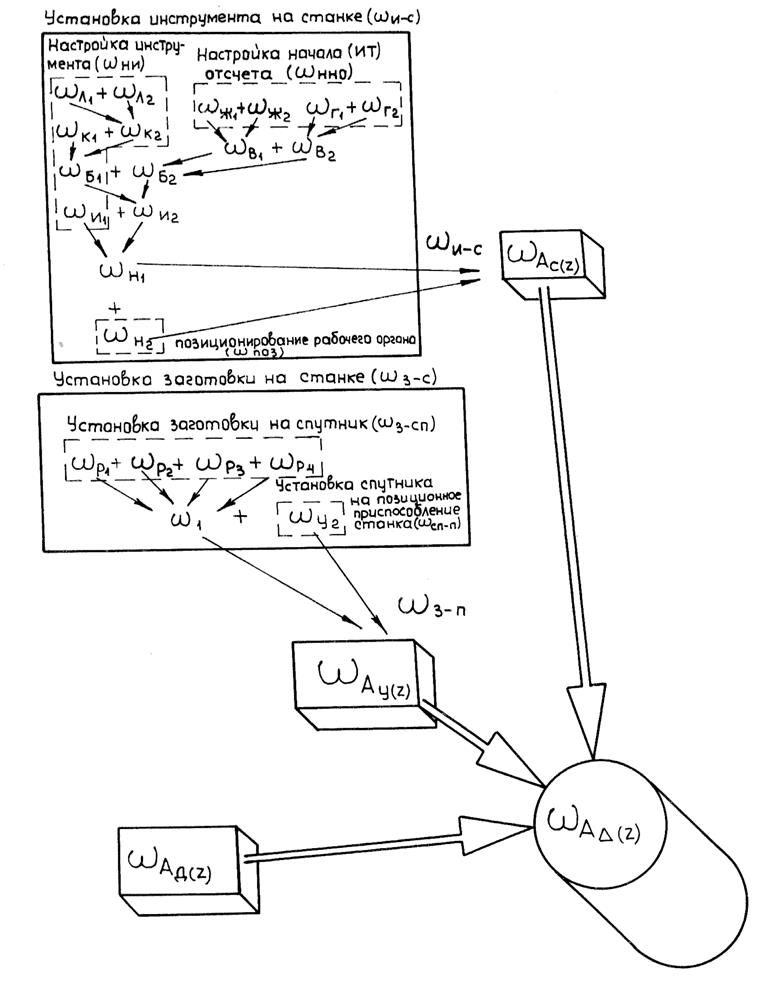
1. Процесс накопления погрешностей обработки на вертикальном МЦС с ЧПУ
Процесс
накопления погрешностей при обработке детали на вертикальном МЦС с ЧПУ можно
условно представить схемой (рис 10.1). Из приведенной схемы накопления
погрешностей следует, что в структуре погрешности размера статической настройки
![]() Aс(z)
можно выделить три группы составляющих:
Aс(z)
можно выделить три группы составляющих:
1). Погрешность
настройки начала (ИТ) отсчета - ![]() нно;
нно;
2). Погрешность
настройки инструмента - ![]() ни;
ни;
3). Погрешность
позиционирования рабочего органа - ![]() поз.
поз.
В
структуре погрешности размера установки ![]() Aу(z) имеют место две
группы составляющих:
Aу(z) имеют место две
группы составляющих:
1). Погрешность
установки заготовки на спутник - ![]() з-сп;
з-сп;
2). Погрешность установки спутника на
позиционное приспособление - ![]() сп-п.
сп-п.
Суммарная
ожидаемая погрешность ![]() AD(z)
равна:
AD(z)
равна:
![]()
![]()
![]()
![]()
![]() A
A![]() (z) =
(z) = ![]() Aу(z) +
Aу(z) + ![]() Aс(z) +
Aс(z) + ![]() Aд(z),
Aд(z),
![]()
![]()
![]()
![]() где:
где: ![]() A
A![]() (z ),
(z ), ![]() Aу(z),
Aу(z), ![]() Aс(z),
Aс(z), ![]() Aд(z) - соответственно погрешности размеров детали,
установки, статистической и динамической настройки по координате Z.
Aд(z) - соответственно погрешности размеров детали,
установки, статистической и динамической настройки по координате Z.
Учитывая вероятностный характер появления указанных выше погрешностей, можем записать:
(1)
|
|
Рис. 10.1. Схема накопления погрешностей обработки по
размеру А![]() (Z).
(Z).
Поскольку
все составляющие погрешности являются случайными величинами, то для определения
суммарных погрешностей ![]() Aу(z) и
Aу(z) и ![]() Aс(z) их
надо суммировать вероятностным способом:
Aс(z) их
надо суммировать вероятностным способом:
(2)
![]() (3)
(3)
Физический
смысл составляющих погрешностей ![]() Aу(z) и
Aу(z) и ![]() Aс(z) приведен в таблице 10.1.
Aс(z) приведен в таблице 10.1.
Таблица 10.1.
Физический смысл составляющих погрешностей ![]() Aу(z)
и
Aу(z)
и ![]() Aс(z).
Aс(z).
|
№ n/n |
Обозначение погрешности |
Физический смысл погрешности |
|
1 |
|
Погрешность
(допуск) изготовления спутника ( |
|
2 |
|
Погрешность установки (базирования и закрепления) адаптера на
спутник ( |
|
3 |
|
Погрешность
(допуск) изготовления адаптера ( |
|
4 |
|
Погрешность
установки заготовки на адаптер ( |
|
5 |
|
Погрешность
установки спутника на позиционное приспособление ( |
|
6 |
|
Погрешность совмещения имитатора торца шпинделя на приборе для настройки с оптическим перекрестием окуляра |
|
7 |
|
Погрешность прибора для настройки инструмента |
|
8 |
|
Погрешность настройки вылета (длины) инструмента |
|
9 |
|
Погрешность, характеризующая возможное смещение концевых оправок в продольном (осевом) направлении при установке в гнездо шпинделя |
|
10 |
|
Погрешность, характеризующая возможное смещение концевых оправок, установленных в гнездо шпинделя, при их зажиме |
|
11 |
|
Погрешность установки инструмента по щупу |
|
12 |
|
Погрешность (допуск) изготовления эталона |
|
13 |
|
Погрешность установки рабочего органа по настраиваемой координате (Z) |
|
14 |
|
Погрешность позиционирования по координате Z |
2. Количественная оценка погрешностей обработки на вертикальном МЦС с ЧПУ
Произведем
количественною оценку возникающих погрешностей обработки на примере
вертикального МЦС с ЧПУ модели 743 ВМФ2, имеющего погрешность позиционирования
по оси Z - ![]() Н2 = 0,016 мм.
Н2 = 0,016 мм.
Погрешность
динамической настройки в условиях чистовой обработки примем ![]() Ад(z) = 0,005мм (по данным ЭНИМС).
Ад(z) = 0,005мм (по данным ЭНИМС).
Точность
изготовления технологической оснастки примем по 6 квалитету в соответствии с
отраслевыми нормами ![]() А =
А = ![]() СП = 0,02 - 0,04 мм.
СП = 0,02 - 0,04 мм.
При
использовании указанной оснастки величины ![]() Р2,
Р2, ![]() Р4,
Р4, ![]() У2 зависят от принятой схемы базирования,
конструктивных особенностей заготовки, способа приложения силового замыкания и
находятся (по данным ЭНИМС) в пределах 0,005 - 0,03мм. Остальные необходимые
данные возьмем на основе имеющихся статиcтических и
производственных данных.
У2 зависят от принятой схемы базирования,
конструктивных особенностей заготовки, способа приложения силового замыкания и
находятся (по данным ЭНИМС) в пределах 0,005 - 0,03мм. Остальные необходимые
данные возьмем на основе имеющихся статиcтических и
производственных данных.
Количественная
оценка погрешностей ![]() Aу(z),
Aу(z),
![]() Aс(z) и
Aс(z) и ![]() A
A![]() (z) приведена в таблице 10.2.
(z) приведена в таблице 10.2.
Количественная оценка погрешностей обработки на вертикальном МЦС.
|
№ п/п |
Погреш-ность |
Величина составляющей погрешности |
|
1 |
установки
|
Принимаем: = |
|
2 |
стати-ческой настройки
|
Принимаем
|
|
3 |
динами-ческой настройки
|
Принимаем |
|
4 |
суммар-ная
|
= |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.